四.技术特点及优势
微发泡成型主要是靠气泡的成长来填充产品,是在较低而平均的压力下进行的,不像传统注塑成型要靠机台的不断保压。所以产品的内应力大大减小,不同位置的收缩也变得非常平均。
1.降低成本
微发泡成型具有很多的特点:树脂黏度降低令流体的流动性更高,可以降低熔体的温度,模温和注射压力,使塑件稳定,成型视窗变大。
微发泡工艺通过下列途径降低了生产的成本:
1)提高了注塑工艺水平,减少了注塑和装配的不良率;
2)因尺寸更稳定,可减少模具尺寸反复修改,从而降低模具设计和制造成本;
3)降低锁模力40~80%,减少毛边,降低能耗,延长了模具寿命。可以考虑使用更低吨位的注塑机,或使用多模腔;
4)注塑周期缩短20-30%,增加生产效率,降低能耗,从而降低运营成本;
5)一般减少材料用量8~15%,更可以设计具有薄壁结构的制品来更加降低制品的材料成本。
等等。
2.微发泡解决问题
微发泡技术能解决以下传统注塑常见的问题:部件收缩不均导致尺寸不稳定和内应力问题、缩水痕、平直度不好、同心度或圆度不够、动平衡性不高、难填充等等,采用微发泡注塑技术则可以提高部件质量,下面应用实例:
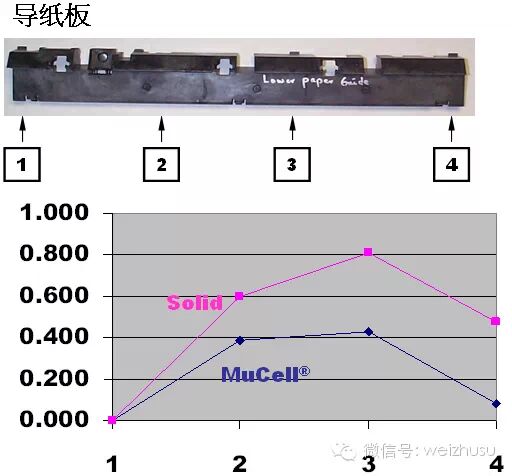
传统注塑解决部件翘曲通常会靠延长注塑和保压时间来达到,这样大大降低了生产效率。微发泡使部件不仅在生产时非常平整,而且在热处理后也能保持。许多应用表现出了这一优点,比如高精度托盘,打印机过纸架等,例如导纸板在不改动模具的情况下把偏差从0.807mm降低到0.429mm.,提高了47%。
因为射胶压力和熔胶温度较低,微发泡被广泛应用到了模内装饰(IMD)的产品上,有效地解决了传统注塑易出现的“冲膜”和“渗边“的现象,同时也解决了缩水问题,提高了尺寸的稳定性和平直度的问题,从而大大减少了不良率,锁模力从250吨降到了75吨.
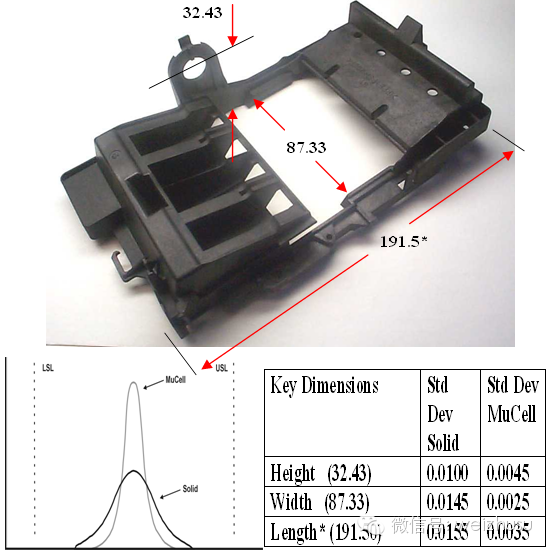
由于均匀的收缩令产品的尺寸异常稳定。在模具开发的前阶段, 尺寸的稳定和一致性减少了模具的设计和制作的反复修改。在生产中 Cp和Cpk值非常好,大大减少了不良率。
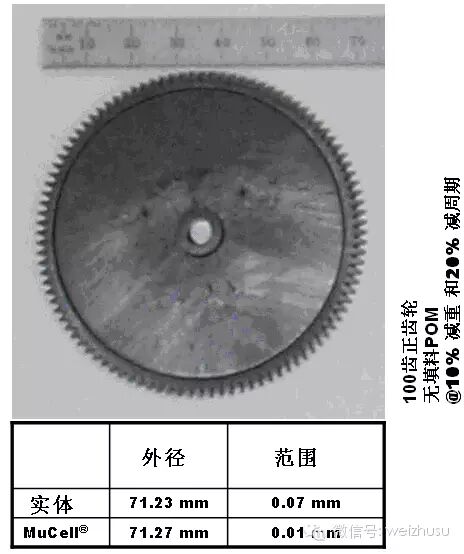
由于均匀的收缩令微发泡的齿轮的圆度和同心度大大提高,一般可以提升AGMA一到两个级数,大大提升了齿轮的精度。
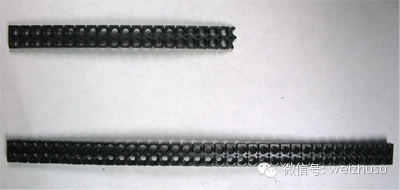
相同的成型参数下微发泡技术让型腔很容易被填满,因为树脂黏度降低使得流体的流动性更好和气泡在长大的过程中均匀把压力传递到各个部位帮助填充。流长比更大,左边产品使用的是Valox 4521(高流动性PBT)4穴,传统注塑需要两个浇口才能充满满,使用微发泡技术后只需要一个浇口。
五.常见应用领域
几乎目前所有的热塑性材料都可以采用微发泡注塑成型技术。但考虑到经济性和产品品质要求,微发泡制品主要集中在商业设备、汽车及内部装饰材料、电子电器产品等品质要求较高材料较贵的产品上,如打印机复印机,汽车内部件、保险盒、电器开关、薄壁容器等等。以下列举了一些常用的产品,当然在许多其他行业领域也有很多用户成功应用了这种技术。
|
商用设备
|
汽车
|
电气/电子
|
|
打印机内部部件、导纸机构、压纸卷筒、托架和墨辊
|
发动机罩和动力系下面的部件、进气管
|
连接器/插座部件、束线/芯片托盘
|
|
墨粉盒
|
电气/电子部件、变速箱、运动部件
|
封装部件/医用托盘
|
|
复印机
|
采暖、通风、空调和散热系统部件、风扇护罩、阀门和发动机外壳
|
开关部件、接线盒、风扇/晶片托架
|
|
密封部件、门板、手套式操作箱
|
嵌件插入产品
|
六.微发泡注塑与其他注塑工艺的比较
1. 微发泡注塑与气体辅助注塑
虽然都使用氮气,但成型原理完全不同。气辅注射于厚壁产品上效果会更加明显,特别是一些中空的部件,它对产品局部有帮助。它需要在模具上做气道等特殊处理;而微发泡注塑在模具制作上和传统模具并无不同,只是因为注射速度较快需要模具排气较多一些,微发泡注塑理想的流道比传统模具的小20%左右,当然这也节省了不少用料。它主要应用在薄壁产品上,能对整个产品的不同部位都有帮助。
2. 微发泡注塑与化学发泡成型
化学发泡剂在特定的温度下分解而产生气泡。不同类型的发泡剂适用于不同温度下分解发泡。其通常用于厚壁制品成型以消除缩水痕,同时也可以降低制品重量。对于薄壁制品使用化学发泡剂会使表面质量劣化,同时会显著降低其力学性能。而且,从经济性角度出发,化学发泡不能够大幅度降低密度。
另外,由于化学发泡剂本质上的热稳定性不佳,因而很难用于加工高温型树脂。化学发泡剂通常会在树脂中有所残留,或产生副产品。带有副产品或未分解化学发泡剂的树脂通常会使制品耐老化性能降低,并可能导致模具排气孔堵塞。而且,回收料很难再次使用。
七.微发泡注塑的限制和新技术发展
微发泡注塑不能用于透明部件上,对于外观要求高的产品也不可直接应用,需要和表面喷涂、模具急冷急热技术、模腔反压技术等结合起来,可以和IMD(模内注塑装饰技术)结合,做出来的产品没有缩水痕,更平直,外观更高的产品。
另外,由于Trexel公司专利授权本地化生产微发泡注塑设备,大大降低了设备成本,原先难以进入的注塑行业,如白色家电、消费品等,现在都可以将微发泡技术使用在相关产品,因此微发泡技术在国内注塑市场将得到迅速的发展。
