|
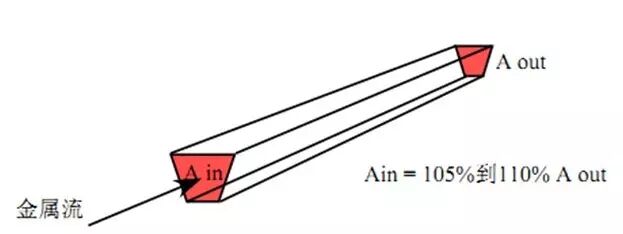
1、扇形流道
一定要保证入口截面要比出口截面大10%的原则,设计时要避免角度要小于90°,不要直接过渡。
2、射流角度
请记住金属液不是直接射进去的,都是呈一定角度的。而影响浇口角度是由以下因素决定的:内浇口始端流道截面积(Ain)、内浇口截面积(Ag)。
公式:射流角度=f(内浇口始端流道截面积(Ain)与内浇口截面积(Ag)之比)
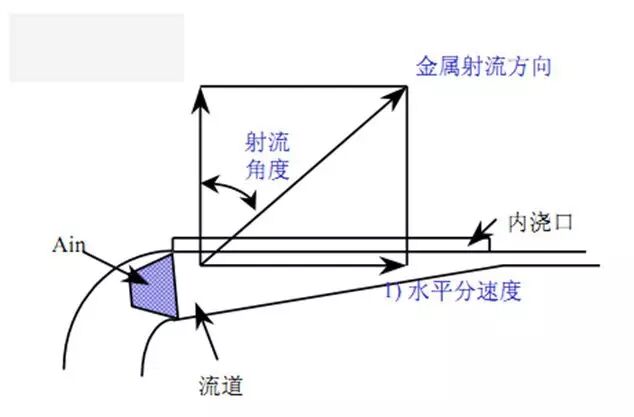
虽然知道了计算射流角度的因素,但是不是意味着可以随意控制射流角度,注意:实际上射流角度只能控制在25°到45°之间。超出后就无法控制。
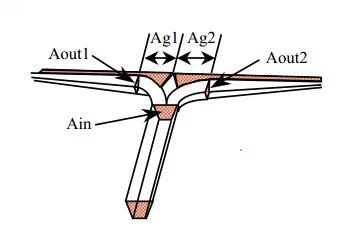
3、内浇口的Y型三角区设计
流道离开模腔的长度不能超过10-15mm
表面质量高选择有浇口的Y型连接区(见下图)
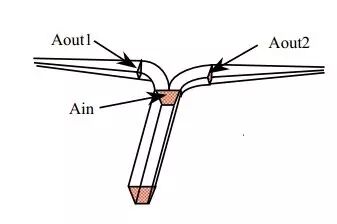
表面质量要求低点的,选择无浇口的Y型连接区(见下图)
同时要注意浇口不断的收缩,有浇口的注意:Ain>110% x (Aout1 + Aout2 + Ag1 +Ag2 )
无浇口的Y型连接区注意:Ain > 110% (Aout1 + Aout2)
4、内浇口与型腔链接时应注意的
①避免金属液直接冲击型壁,容易粘膜
②应增加斜面或圆角,避免金属液冲击,可以使用较高充型速度。
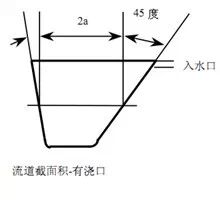
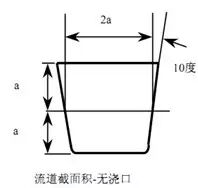
5、流道截面
①理想的流道截面形状――圆形(流量损失和能量损失最少,但是圆形对于加工来说是比较困难)
实际是建议采用:梯形截面。扇形流道和浇口之间的连接部分往往做成10到45度的角度。这样更有利于增强散热,特别是当模具两半都有模腔的时候。
②梯形有2种,一种是连接浇口的,是45°,另一种是不连接浇口的,用于过度的,过度的则10°。
6、横浇道设计
①主流道的设计也应该有截面收缩。收缩率在5%到10%之间
②横浇道一个是连接横浇道,一个是直浇道,浇道怎么选呢?
一般选择梯形的截面,这样才能使金属液不断加快速度,使压力不断加强。
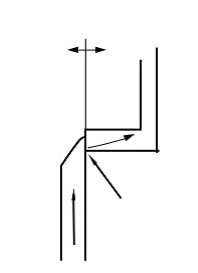
7、流道的截面在拐弯处非常重要
如果是急拐弯,将近90,如下图,一般是有卷气,若拐弯角度加大些,比较圆润的弯,适当在拐弯处收缩比率在10%左右,这样气体就不会产生。
(这就好比开车,在丁字路口和在有幅度的大拐弯处开车,比较一下就知道哪个顺了)
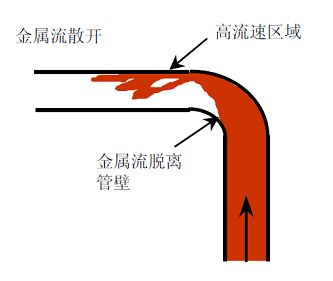
8、流道的截面在拐弯处应注意的几点
①弯度不要弄90°,稍微带点幅度,
②在流出的面积和流进的面积要不断的收缩,收缩10%左右,有利于气体的排出
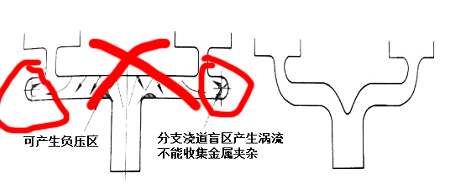
9、分支浇道
①这边会来回打架,能力损失很大,会出现乱流
②像打太极一样,才比较顺。
|
