|
жиЧьЪаФЃОпЙЄвЕаЛсзЈМвзщ ЬегРСС
еЊвЊЃКЭфЙмЬзЙмУБЪЧЦћГЕРЫїЩЯЕФвЛИіХфМўЃЌВњЦЗЩЯгавЛЖЮдВЛЁаЮВПЗжЃЌашвЊдВЛЁГщаОНсЙЙРДЭъГЩЭбФЃЕФЃЌгаЕФаЭПзВПЗжашвЊжБЯпГщаОЭъГЩЁЃБОЮФОЭЭЈЙ§ЖддВЛЁГщаОНсЙЙЁЂжБЯпГщаОНсЙЙНјааЗжЮігыЩшМЦЃЌЗжЮіСЫдВЛЁГщаОЕФЖЏзївЊЕуЃЌаЭПзВПЗжВЩгУНзЬнЪНЗжаЭЃЌВћЪіСЫФЃОпжаживЊСуМўЩшМЦЙ§ГЬЃЌДяЕНСЫФЃОпЭбФЃвЊЧѓЁЃЪЕМљжЄУїЃКФЃОпНсЙЙКЯРэЃЌдВЛЁГщаОЭбФЃЫГРћЃЌФЃОпФмЪЪгІХњСПЩњВњЃЌВњЦЗЮоШБЯнЃЌЪмЕНгУЛЇЕФШЯЭЌЁЃ
ЙиМќДЪЃКЬзЙмУБ дВЛЁГщаО ГщаО ЭбФЃ ФЃОпЩшМЦ
вЛЁЂВњЦЗНщЩм
ЭфЙмЬзЙмУБЪЧЦћГЕРЫїЩЯЕФвЛИіЙЬЖЈРЫїЕМЯђКЭЯоЮЛСуМўЃЌгУОлМзШЉЃЈКкЃЉжЦзїЃЌШчЭМ1ЫљЪОЁЃЭМжа2-ІЕ7ЮЊЙЬЖЈПзЙЬЖЈдкЦћГЕЩЯЃЌРЫїдк40ЁуЕФR60ЛЁЯпВПЗжЪЧзїдВЛЁдЫЖЏЃЌдк28ГпДчЖЮзїжБЯпдЫЖЏЃЌЭъГЩРЫїЕФЙІФмЁЃЫмМўЕФжиСПЮЊ11gЁЃ
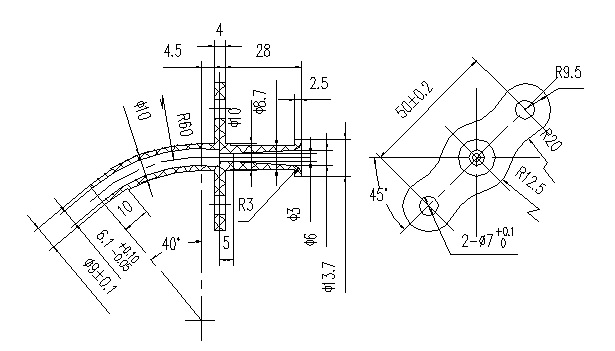
ЭМ1.ЬзЙмУБВњЦЗЪОвтЭМ
ЖўЁЂФЃОпЩшМЦ
1.ФЃОпЩшМЦЗжЮі
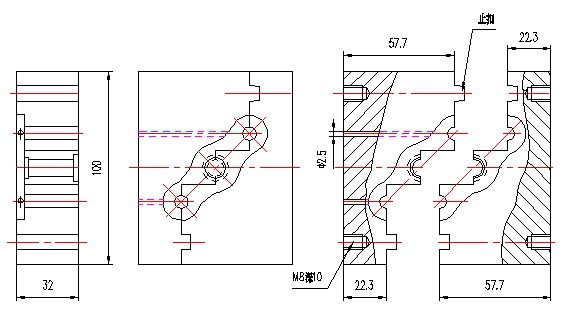
ЭфЙмЬзЙмУБВњЦЗЕФдВЛЁГЄЖШЗжЮіЃЌдВЛЁАыОЖЮЊ60mmЃЌДгдВЛЁаЭаОЕФЖЅЖЫЕНВњЦЗдВЛЁЕФИљВПаЮГЩ40ЁцЕФМаНЧЃЌЛЁГЄЮЊ41.87mmЃЌдйМгЩЯ6.5ЕФВПЗжЃЌЛЁГЄНќ48.37mmЁЃПМТЧГщаОЕФАВШЋОрРыЃЌбЁгУ10ЁуЃЌМДЛЌПщГщаОНЧЖШЮЊ50ЁуЁЃЖј10ЁуЕФЛЁГЄЮЊ10.46mmЃЌЦфжа10.46-6.5=3.95mmЃЌМДГщаОРыПЊВњЦЗЕФЛЁГЄЃЌЖјЪЕМЪзюЖЬОрРыжЛга3.4mmЃЌФмТњзуФЃОпЭбФЃвЊЧѓЁЃЛЌПщГщГіЛЁГЄЮЊ48.37+3.95=52.32mmЃЌГщГіВњЦЗЖЮЛЁГЄ48.37mmЁЃШчЭМ2ЫљЪОЁЃ
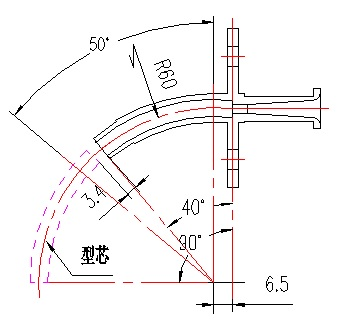
ЭМ2.дВЛЁаЭаОГщГіЗжЮі
ЭфЙмЬзЙмУБАДЭМ1ЮЛжУНјааФЃОпЩшМЦЃЌЭфЙмЬзЙмУБга40ЁуЕФR60ЕФЛЁЯпВПЗжЭбФЃгІВЩгУЛЌПщзїдВЛЁдЫЖЏНјааЭбФЃЃЌжБЯп28ГпДчЖЮзїжБЯпдЫЖЏЪЧЭбФЃЕФжїЬтЁЃбЁгУІЕ10гыІЕ8.7дВЙмжааФЯпЗжаЭЃЌЩЯЯТЗжФЃЁЃЦфжа40ЁуЕФR60ЕФЛЁЯпВПЗжВЩгУЛЌПщзїдВЛЁдЫЖЏНјааЭбФЃЃЌВЩгУвКбЙИзГщаОЭъГЩЃЌвКбЙГщаОПЩвдЕЅЖРПижЦдВЛЁЛЌПщЕФдЫЖЏЃЌВЛЪмПЊФЃЪБМфКЭЖЅГіЪБМфЕФгАЯьЃЌШнвзПижЦЯШКѓЗжаЭКЭКЯФЃЕФЖЏзїЁЃжБЯп28ГпДчЖЮзїжБЯпдЫЖЏгУЛЌПщНјаазЖПзГщаОЃЌНЋ2-ІЕ7ПзЕФаЭаОвЛЦ№зїдкжБЯпЛЌПщЩЯЃЌПЩВЩгУаБЕМжљГщаОЭъГЩЃЌЮЊНтОіВрЪгЭМЩЯЭтаЮЕФЭбФЃЃЌВЩгУЩЯЯТЯтПщЪННсЙЙЃЌНЋвдШ§ПзЕФжааФЯпзїНзЬнЗжаЭЃЌПМТЧЛЌПщзїдВЛЁдЫЖЏГщаОЁЂжБЯпЛЌПщГщаОЕФвђЫиЃЌФЃОпжЛФмЩшМЦЮЊвЛГівЛЃЌећИіФЃОпЩшМЦШчЭМ3ЫљЪОЁЃ
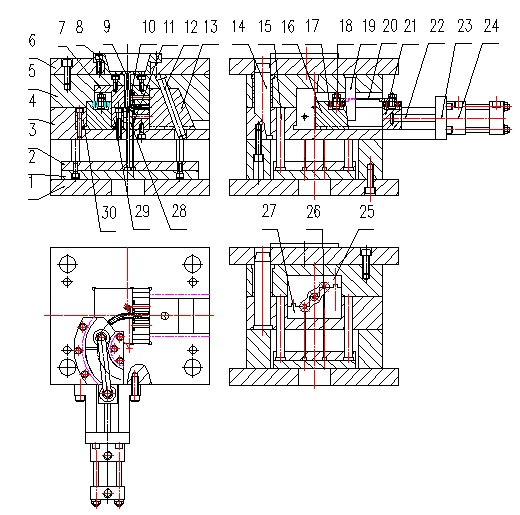
ЭМ3.ЭфЙмЬзЙмУБФЃОпНсЙЙЪОвтЭМ
1ЁЊЕзАхЃЛ2ЁЊЖЅГіЕцАхЃЛ3ЁЊЖЅГіАхЃЛ4ЁЊЖЏФЃАхЃЛ5ЁЊЖЈФЃАхЃЛ6ЁЊЖЈФЃЕцАхЃЛ7ЁЊЖЈФЃЯтПщЃЛ8ЁЊННПкЖЈЮЛШІЃЛ9ЁЊННПкЬзЃЛ10ЁЊРСЯИЫЃЛ11ЁЊЖЅИЫЃЛ12ЁЊаБЕМжљЃЛ13ЁЊЛЌПщЃЛ14ЁЊЕМжљЃЛ15ЁЊЛиГЬИЫЃЛ16ЁЊдВЛЁЛЌПщЃЛ17ЁЊжсГаЃЛ18ЁЊЙЬЖЈТнЖЄзщКЯЃЛ19ЁЊЫјНєПщЃЛ20ЁЊСЌИЫЃЛ21ЁЊгЭИзСЌНгЭЗЃЛ22ЁЊгЭИзИЫЃЛ23ЁЊгЭИззљЃЛ24ЁЊгЭИзЃЛ25ЁЊТнЖЄЃЛ26ЁЊЖЈФЃНзЬнЯтПщЃЛ27ЁЊЖЏФЃНзЬнЯтПщЃЛ28ЁЊЖЏФЃЯтПщЃЛ29ЁЂ30ЁЊдВЛЁЕМЙьбЙАх
ФЃОпЙЄзїдРэЪЧЫмМўзЂЫмРфШДЭъБЯКѓЃЌЦєЖЏЖЏФЃКѓвЦЃЌЖЏФЃАх4гыЖЈФЃАх5жЎМфЗжаЭЃЌЛЌПщ13дкаБЕМжљ12ЕФзїгУЯТЃЌЭъГЩГщаОЃЌЛЌПщ13ЩЯаЭаОШЋВПЭбРыЫмМўЃЛЫјНєПщ19ЭбРыдВЛЁЛЌПщ16ЃЌЦєЖЏгЭИзПЊЙиЃЌгЭИз24НјааЯђЭтЙЄзїЃЌгЩгЭИзИЫ22ДјЖЏгЭИзСЌНгЭЗ21ЯђЭтдЫЖЏЃЌгЭИзСЌНгЭЗ21ЩЯЕФСЌИЫ20РЖЏдВЛЁЛЌПщ16бидВЛЁЙьЕРдЫЖЏЃЌЭъГЩдВЛЁЖЮЕФГщаОЃЌдВЛЁЖЮаЭаОЭбРыЫмМўЃЛЖЏФЃВПЗжМЬајКѓвЦЃЌЛњДВЩЯЖЅГіВПЗжДЅЖЏЖЅГіЕцАх2КЭЖЅГіАх3ЃЌДјЖЏЖЅИЫ11КЭРСЯИЫ10ЯђЧАдЫЖЏЃЌНЋЫмМўКЭННПкШЋВПЖЅГіФЃЭтЃЌЪжПЩвдШЁЫмМўЁЃФЃОпКЯТЃЪБЃЌЦєЖЏгЭбЙИз24ЯђФкдЫЖЏЃЌНЋдВЛЁЛЌПщ16ЯШИДЮЛЃЌШЛКѓКЯФЃЃЌЛиГЬИЫ15ЭЦЖЏЖЅГіЕцАх2КЭЖЅГіАх3ЃЌЭъГЩЖЅИЫ11КЭРСЯИЫ10ИДЮЛЃЌаБЕМжљ12НЋЛЌПщ13ИДЮЛЃЌЫјНєПщ19НЋдВЛЁЛЌПщ16ЫјНєЃЌЭъГЩШЋВПКЯФЃЃЌНјааЯТвЛФЃзЂЫмЁЃЦфжагЭИзСЌНгЭЗ21КЭдВЛЁЛЌПщ16ЖМАВзАжсГаЃЌЪЙЕУСЌИЫРЖЏжаЙтЛЌдЫЖЏЁЃ
2.ФЃОпСуМўЩшМЦ
2.1дВЛЁЛЌПщГщаОЩшМЦ
дВЛЁЛЌПщГщаОЩшМЦЪЧФЃОпЕФживЊСуМўЃЌгыдВЛЁЛЌПщЯрЙиСЊЕФЩшМЦгадВЛЁЕМЙьЩшМЦКЭдВЛЁЛЌПщЧ§ЖЏВПЗжЩшМЦЃЌЛљБОЩЯЪЧжїЕМВПЗжЁЃдВЛЁЛЌПщГщаОВЩгУЛЌПщгыдВаЭаОзіГЩвЛЬхЕФЃЌдВаЭаОЭЈЙ§МгЙЄжааФКЭЕчМгЙЄЭъГЩЁЃШчЭМ4ЫљЪОЁЃ
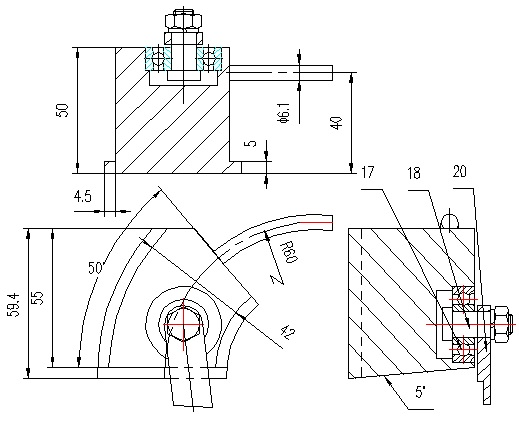
ЭМ4.дВЛЁЛЌПщНсЙЙЪОвтЭМ
дВЛЁЛЌПщЩЯГ§СЫдВаЭаОЭтЃЌЛЙгажсГаЙЬЖЈВПЮЛКЭЫјНєВПЗжЁЃжсГаЙЬЖЈВПЮЛгЩжсГа17ЃЌЙЬЖЈТнЖЄзщ18КЭСЌИЫ20ЕШзщГЩЁЃЛЌПщзідВЛЁвЦЖЏЪБЃЌжсГаЭтОЖЙЬЖЈдкЛЌПщЩЯжЛЪЧЦ№зЊЖЏзїгУЃЌЪмСІзїгУНЯаЁЃЌЪЙгУЕЅСаЯђаФЧђжсГааЭКХ0200ЃЈЭтОЖІЕ30ЃЌФкОЖІЕ10ЃЌКёЖШ10mmЃЉЁЃЙЬЖЈТнЖЄзщгЩТнЖЄЁЂЗРЫЩЕцШІКЭТнФИзщГЩЃЌТнЖЄЙЬЖЈдкжсГаФкОЖЩЯЃЌСЌИЫЙЬЖЈдкТнЖЄЩЯЃЈСЌИЫСэвЛЖЫдкгЭИзСЌНгЭЗ21ЩЯЃЌНсЙЙЯрЭЌЃЉЃЌСЌИЫЦ№РЖЏзїгУЃЌзЊЖЏгажсГаБЃжЄЃЌЭъГЩЛЌПщвЦЖЏЁЃЛЌПщЩЯга5ЁуаБУцЃЌдкгЭИзКЯФЃКѓЃЌЫјНєПщ19ЫјНєЛЌПщЃЌЗРжЙдкзЂЫмжаКѓЭЫЁЃ
2.2НзЬнЯтПщЩшМЦ
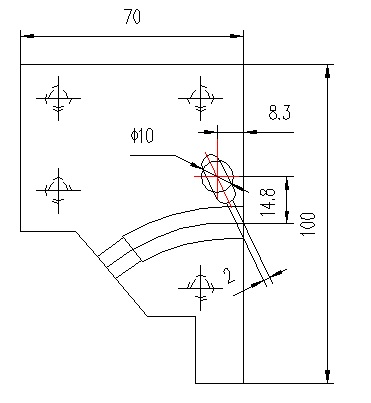
ЮЊСЫЪЙдВЛЁаЭаОЫЎЦНЗНЯђЕФГщГіЃЌжЛФмНЋКё4ЕФЙЬЖЈАхВПЗжЙЬЖЈПзЯпГЩЫЎЦН45ЁуЕФМаНЧЃЌИјВњЦЗГЩаЭЭбФЃДјРДСЫвЛЖЈРЇФбЁЃНЋФЃОпЩшМЦГЩЖЏЖЈФЃНзЬнЯтПщНсЙЙЃЌДгШ§ПзЕФжааФЗжаЭЃЌдкСНПзжаМфзївЛДЮелЯпЗжаЭЃЌдкЗжаЭУцЩЯГЩШ§НзЬнаЭЃЌВЂПМТЧЛЁаЮЕФЭбФЃашвЊЃЌВњЦЗЩЯ28mmГЄЕФГЩаЭЖЮвВдкЯтПщЩЯГЩаЭЃЌЗжБ№гУM8ТнЖЄЙЬЖЈдкЖЏЖЈФЃЩЯЁЃдкНзЬнЯтПщЗжаЭУцЩЯзіГЩжЙПлаЮЪНЃЌПэ8Ип5ЃЈЕЅУцга2ЁуЃЉЕФЭЙАМЯрПлЃЌБугкЖЏЖЈНзЬнЯтПщЕиЖджаКЭЖЈЮЛЁЃдкКёЖШ4mmЩЯзіСНИљІЕ2.5ЕФЖЅИЫЃЌгУгкВњЦЗЭбФЃгУЁЃШчЭМ5ЫљЪОЁЃ
ЭМ5.НзЬнЯтПщНсЙЙЪОвтЭМ
2.3ГщаОЛЌПщЩшМЦ
АДееЩЯЪіЕФФЃОпНсЙЙЩшМЦКѓЃЌЭфЙмЬзЙмУБЩЯЙЬЖЈВПЗжЩЯга2-ІЕ7ЭЈПзКЭга28mmГЄЕФГЩаЭПзЃЌдкФЃОпЩЯЭЈЙ§жБЯпаЭГщаОЭъГЩЃЌашвЊЩшМЦЛЌПщЁЃВЩгУаБЕМжљКЭЫјНєПщНсЙЙЃЌЮЊЭъГЩ>32mmГщаООрРыЃЌЩшМЦаБЕМжљНЧЖШ20ЁуЃЌЙЄзїГЄЖШ>96mmЃЌЫјНєПщНЧЖШЮЊ22ЁуЁЃећИіЛЌПщзіГЩећЬхЪНЃЌаЭаОЕФИеадКЭДЙжБЖШНЯКУЃЌаЭаОзіГЩЯтМўЪБвЊПМТЧЙЬЖЈЃЌЗёдђЛсдьГЩГпДчЕФВЛЮШЖЈЁЃШчЭМ6ЫљЪОЁЃ

ЭМ6.НзЬнЯтПщНсЙЙЪОвтЭМ
2.4ЦфЫћВПЗжЩшМЦ
ЬзЙмУБЪЧАВзАдкЦћГЕФкВПЕФЃЌЖдВњЦЗЕФЭтЙлУЛгабЯИёвЊЧѓЃЌНЋНјСЯННПкжБНгзідкЖЏФЃЯтПщ28ЩЯЃЌВЩгУВрНјСЯННПкНјСЯЃЌРСЯИЫаЮЪНЃЌЭъГЩННПкСЯКЭВњЦЗвЛЦ№ИНдкЖЏФЃЩЯЃЌгжЫцЖЅАхСЌВњЦЗвЛЦ№ЖЅГіЁЃВњЦЗдкдВЛЁЗжаЭУцЩЯЃЌЖдВњЦЗБэУцУЛгагАЯьЃЌЖдГЩаЭ45ЁуЙЬЖЈВПЗжгаРћЁЃЖЏФЃЯтПщгУТнЖЄЙЬЖЈдкЖЏФЃАхЩЯЃЌЖЈФЃЯтПщ7КЭЖЏФЃЯтПщ28НсЙЙвЛбљЃЌжївЊЪЧдВЛЁГЩаЭВПЗжЁЃШчЭМ7ЫљЪОЁЃ
ЭМ7.ЖЏФЃЯтПщМАННПкЪОвтЭМ
Ш§ЁЂНсЪјгя
ЭфЙмЬзЙмУБФЃОпВЩгУдВЛЁГщаОКЭЛЌПщГщаОСНепЕФНсКЯЃЌБЃжЄСЫЭфЙмЬзЙмУБВњЦЗЕФЫГРћЭбФЃЁЃЭбФЃНсЙЙЕФашвЊЪЙЕУФЃОпвЛГівЛЃЌФЃОпЭтаЮНсЙЙНЯДѓЃЈГЄ290ЃЌПэ250ЃЈМггЭИзКѓПэ460ЃЉЃЌИп255ЃЉЁЃЭфЙмЬзЙмУБВЩгУОљОлPMOВФСЯМгЙЄЃЌЖдФЃОпЮТЖШгавЛЖЈЕФПижЦвЊЧѓЃЌЛЌПщКЭЯтПщМгЙЄЫЎЕРгаФбЖШЃЌФЃОпФЃМмЩЯгІМггаЫЎЕРЙмЃЌжївЊгУгкЬсЩ§ФЃЮТгУЃЌетбљзіГіЕФВњЦЗБфаЮаЁЁЃЩњВњЪЕМљбщжЄЃКФЃОпНсЙЙКЯРэЃЌЭфЙмЬзЙмУБжЪСПЮШЖЈЃЌБЛгУЛЇНгЪмЁЃ
|
