|
重庆市模具工业协会专家组 陶永亮
摘要:激光表面处理技术是新型环保绿色制造技术,在模具领域得到广泛应用。本文以激光淬火在注塑模上应用,介绍了激光表面处理方式和CO2激光器、半导体激光器和YAG激光器应用原理,探讨了注塑模具出现的主要失效机理,并提出用激光淬火解决注塑模具出现的问题,讲述了注塑模常用的P20、718、H13和45钢激光淬火处理案例,展望了未来激光表面处理模具上应用,激光表面处理是延长模具寿命途径之一。
关键词:注塑模 模具表面 激光器 模具材料 激光淬火 表面处理
1.引言
中国是世界上工程塑料应用和加工的大国,我国占有60%以上塑料零部件的加工出自注塑加工,在汽车、电子、民用家电等领域得到了广泛应用。注塑加工离不开注塑模具的加持,注塑模是注塑中作为产品成型加工重要工装设备之一,注塑模赋予塑件完整构型和精确尺寸是注塑中的重要环节。提高注塑模使用寿命事关着注塑效率高低,模具零件复杂,形状特殊,表面损耗大,目前仅靠模具材料和传统模具硬化工艺很难满足现状。激光表面技术应用于塑料模上,其淬火表面硬度高,变形量极小,耐磨性和抗拉伤能力较好,注塑模寿命是普通淬火的几十倍,成本低,无需冷却介质和配套装置,无污染,是一种环保绿色加工技术。
2.注塑模具表面激光处理探讨
2.1模具表面激光处理机理
2.1.1激光器工作原理探讨
激光模具表面处理方式有激光相变硬化、激光表面涂覆及合金化、激光表面融凝处理、激光冲击硬化等。本文以激光相变硬化的表面处理方式用于注塑模具为探讨重点。激光相变硬化(也称激光淬火)通过激光照射在金属表面迅速升温迅速达到相变温度,表面生成奥氏体组织,激光离开时,金属发挥自身热传导属性完成“自冷淬火”,使表面转向马氏体组织,达到淬火的目的。
表面淬火设备有CO2激光器、半导体激光器、YAG激光器3种类型。CO2激光器、半导体激光器用于大型零件表面淬火,YAG激光器用于有色金属和小型零件表面淬火。选择激光器因素:输出功率、光速直径、光速构型、光波脉冲宽度、脉冲频率等。
激光淬火设备横流CO2激光器工作气体沿着与光轴垂直的方向快速流过放电区以维持腔内有较低的气体温度,确保输出高功率,光束输出模式呈多模形式。激光器有放电室、热交换器、风机系统、光学谐振腔、进出口导流器、激光电源和控制盒等,整机呈箱体式。激光器运行时,将真空泵腔内的气体排空,按比例(N2:Ar:CO2=8:7:1)和一定气压的工作气体充入到充气系统,开启风机和高压,激光器体内风机使工作气体横向地流过电极中间气流通道,电极之间通上直流电压后促使工作气体形成辉光放电。工作气体经过放电区域之后,进入热交换器实施冷却,再进入放电电极,以此循环,维持激光器正常工作。激光器输出光束功率稳定性和能控性是激光加工的重要因素,扫描用的光枪对激光器稳定输出功率、激光指向起着重要作用。光学谐振腔是加工设备中的关键部件,CO2激光器在运行中,有各种环境干扰,激光谐振腔将产生一定的畸变,是直接影响激光输出功率、光束质量变化的重要因素,一般采用PLC控制器调节和监控谐振腔内输出镜片的方法来弥补谐振腔的变形,保证谐振腔内激光输出时功率与光束质量的稳定性。如图1所示模具零件。
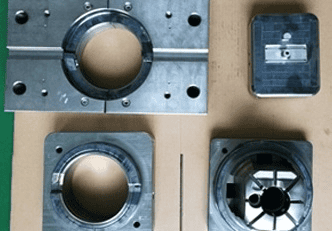 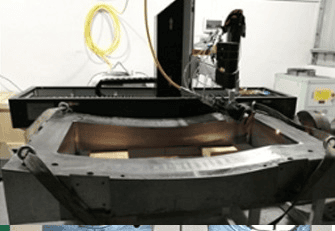
图1.CO2激光淬火塑料模示意(左为塑料模零件,右为汽车模具零件)
YAG 激光器是一种固态激光器,以钇铝石榴石晶体为基体组成(钇铝石榴石化学式Y3 Al5 O15,简称为YAG)。YAG激光器主要由激光工作物质、泵浦源和谐振腔等组成。由于晶体中所掺杂的不同种类激活离子,使用不同的泵浦源及泵浦方式,不同结构谐振腔,不同的其他功能性结构器件所组成。其工作原理是通过高能量激光脉冲对材料表面实施微小区域局部加热,激光辐射能量通过热传导方式向材料内部扩散,将材料表面加热或熔化,实行表面淬火或焊接和切割。
半导体激光器将通过半导体材料的工作介质所形成受激发射作用的器件,其工作原理是经过一定激励方式,在半导体物质的能带之间或能带与杂质能级之间,实行非平衡载流子的粒子数反转,一旦处于粒子数反转状态的大量电子与空穴产生复合之时,便产生受激射作用,产生激光。其激励方式有电注入式、广泵式、高能电子束3种。
2.1.2激光器表面处理概况
激光表面技术可以促使低级别材料改性成高性能表面的使用,实现低成本制造零件与高性能工作表面较好地融合,获取更好的经济效益和社会效益。激光淬火是利用基体材料热传导进行自冷淬火,不需冷却介质和配套装置,成本低,无污染。经过激光表面处理的零件表面硬度比普通淬火硬度提高15%~20%硬度。淬硬深度一般为0.5~0.6mm,有条件可达到1mm以上,激光淬化热影响区小,淬火应力及变形小,后续加工余量小。
激光器输出激光束能量呈连续可调可控状态,借助于数控系统优势,激光可对于零件形状复杂和难以处理局部位置均能硬化处理。由于激光表面处理具有较好的特点,在模具制造中,对于低级别模具钢或铸铁可处理成高档模具钢使用,国产模具可处理成进口模具钢使用,同样适合在模具维修加工过程中,降低成本。应用激光表面处理可贯穿整个模具制造中,包括设计、材料、制模和修复等,这对模具制造方式巨大变革,有助于多维度整合与提升整个模具行业制造水平。激光表面硬化技术优势凸显在技术、经济、服务等各个方面,现有传统的硬化技术是无法比拟的。
2.2注塑模具主要失效形式
塑料模成型零件有凸模,凹模,型芯,镶块,成型杆等组成型腔部分,构成成型塑料件各种表面。表面直接与熔融的塑料熔体接触,反复经受压力,速度,温度,摩擦和腐蚀作用。表面工作状态是在200~340℃温度下,型腔表面承受压力为40~140MPa,闭模压力为80~300MPa,其与工程塑料种类有关。
注塑模表面工作条件有着特殊性,一、塑料熔体在一定压力作用下,熔体在模腔内反复流动造成摩擦与冲刷,凝固后塑件反复地脱离模具型腔,给模具表面造成摩擦,引起磨损。塑料中含有矿物质填料或纤维填料,如硅砂、钛白粉、玄武岩纤维、玻璃纤维、碳纤维等,则摩擦磨损更为剧烈与突出;二、温度变化较大,熔体温度为200~340℃左右,有模温机冷却与加热作用,塑件冷却硬化后一般温度在50℃~140℃范围,表面承受加热和冷却,温度周期性变化,导致应力集中处有热疲劳裂纹产生。在充模和保压阶段,型腔承受高压熔体很大张力,冷却和脱模,机械负荷循环变化。通常模具受力较大,易会疲劳开裂,温度变化急剧,易会热疲劳裂纹,将会产生龟裂;三、注塑含有氯原子或氟原子材料时,受热分解出来HCI,HF等腐蚀气体腐蚀模腔表面。模具表面典型失效形式有磨粒磨损、热疲劳裂纹、划伤、变形和腐蚀等。最终使塑料件形状、尺寸和表面质量都受到影响。模具失效将给现场生产控制带来很大的困难,造成较大的经济损失。选择合适的模具材料和激光淬火表面处理方式延长模具寿命。
激光淬火是以104~105W/cm2高能密度的激光束作用于模具表面,以105~106℃/s迅速加热金属表面迅速达到相变温度产生奥氏体,其内部保持常温态,激光停止或离开表面后[11],则通过金属内部迅速传热使表层金属表面以106℃/s急剧冷却,形成表面相变硬化,达到表面淬火的作用。铁碳合金在激光处理前后强度之差最大达1667MPa。激光淬火对提高模具表面硬度和强度有着重要的作用。
2.3 注塑模具表面激光处理案例
P20(美国牌号)是一种预硬化塑料模具钢(相当于中国牌号:3Cr2Mo)。材料出厂硬度HRC30~42,有着较好的可切削性和抛光性,是塑料模型腔型芯常用材料之一。在成型生产中模具内部件之间产生磨损和塑料中释放出有害气体形成模具表面的损伤,甚至表面失效。为延长模具使用寿命,常用表面预处理的方法来提高模具表面性能,其效果不佳。应用激光淬火对P20钢表面处理,P20在激光淬火前做过正火处理,基体已分解珠光体组织,激光淬火后,P20钢组织呈现针状马氏体和板条状马氏体。激光功率1600、1700和1800W,相对应淬火温度850~900℃。淬火后形成(Cr,Fe)、(Mn,Fe)固溶体,得到了固溶强化。经过激光淬火的P20硬度有了很大提高,最大硬度值520 HV(相当于50HRC),未淬火前245 HV,测得淬硬层深度约0.93 mm;激光功率1800 W时,淬火层磨损率仅为0.36%,摩擦因数为0.2013。P20钢激光淬火后硬度与摩擦性能得到改善。
瑞典一胜百718(相当于我国牌号3Cr2NiMo)塑料模具钢具有优良的机械性能和加工性,加工工艺简单,经过特殊生产工艺,出厂时已预硬硬度41~47HRC,材质洁净度高,有极佳的抛光性、光刻性、淬透性、电加工性、皮纹加工性能。采用火焰硬化硬度可提高52HRC。厂家直接用来制造注塑模,可减少部分加工中的热处理环节,提高经济效益。某单位注塑加工汽车制动器手柄,模腔材料718模具钢,注塑用料是玻璃纤维增强聚碳酸酯PC+(15%―20%)GF。模具开模次数约32万次。表面主要失效机制为型腔表面磨损大、模具表面光洁度恶化,手柄后加工中,难以保证电镀或喷涂表面质量,表面失效严重。采用YAG固体激光器对模具表面强化处理。在激光功率和光斑直径保持恒定的情况下,磨损质量损失随着扫描速度的增加先增加后减少,当扫描速度为6.5 mm/s时,材料耐磨性最好。激光器工作参数:功率500W,光斑直径3.6mm,扫描速度为6.5mm/s[14-15],手柄模具表面激光淬火后,开模次数增加到125万次,模具使用寿命是原来的近4倍。
H13(相当于我国牌号4Cr5MoSiV1)热作模具钢具有优良的耐高温磨损性能。H13钢常用于压铸模、锻模较多,也是塑料模常用材料之一,用于硬模制造的首选材料。但在使用状态下,模具强度和韧性不够,在承受高温各种冲击载荷而出现早期失效,影响了模具使用寿命。激光淬火可以提高表面的硬度和耐磨度,延长使用寿命。
用5000W的CO2激光器,选择激光功率分别为1500、2000和2500瓦,扫描速度为10、15、20mm/s,光斑直径5mm,对硬度52~55HC的H13钢工件进行表面淬火,对其显微组织与性能观察分析。研究表明:在保证材料表面不被融化下,强化层深度与激光功率成正比,与扫描速度成反比。淬火区显微组织和性能基本呈梯度变化,淬硬区晶粒明显细化,有孪晶亚晶组织出现。强化层深度可达1.0 mm,表面硬度峰值达850HV0.3(850HV≈65.6HRC,0.3代表检测硬度时使用的压力值),出现在次表层,平均显微硬度可提高25%左右。高温耐磨性提高3~5倍,耐腐蚀性显著提高。可见激光表面淬火作为模具生产的最后处理工序,对提升H13钢表面的硬度、高温耐磨性、耐腐蚀性有着重要的作用。
45钢是一种最常用的中碳调质钢,具有良好的韧性和塑性,有较高的强度,成本比较低,是塑料模具中常用钢材,一般做模架居多,也可做模具要求不高的型腔或型芯。现用激光功率P=3200W,扫描速度V=1.2m/min和V=2.5m/min CO2激光机对45钢表面激光淬火。淬硬层由表面熔凝区、均匀相变硬化区和过渡区三部分组成。对应组织为:片状马氏体:细小和均匀的马氏体,靠近表面熔凝区隐晶马氏体,混合马氏体、屈氏体和部分未熔的铁素体。与原基体相比,提高了激光淬硬层硬度,最高硬度出现次表层,硬度1050.3HK,约为基体的3倍。激光淬火提高了45钢耐蚀性,随描速度增加而增强耐蚀性。应用5kW CO2激光器对正火态45钢表面激光淬火。激光处理后淬硬层剖面组织分为完全淬硬区(超细针状马氏体);不完全淬硬区(马氏体、铁素体和珠光体);高温回火区(回火索氏体)。激光淬火提高了正火态45钢硬度。在V=400mm/min和V=1000mm/min时表面硬度分别出现峰值为HB54。图2所示45钢塑料模型腔面淬火,YAG脉冲光纤激光机功率6000W,扫描速度自调合适,扫描宽度30 mm,处理后表面硬度45HRC,硬度深1mm。
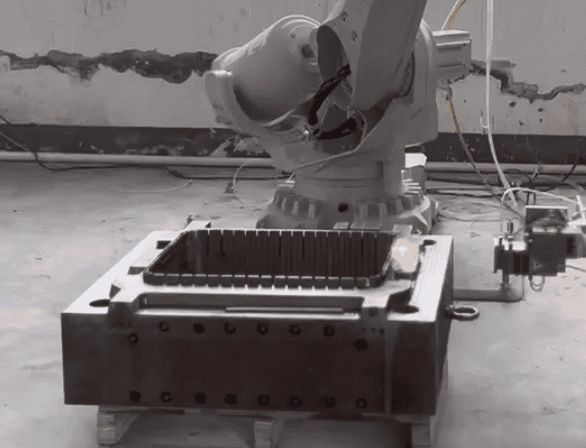 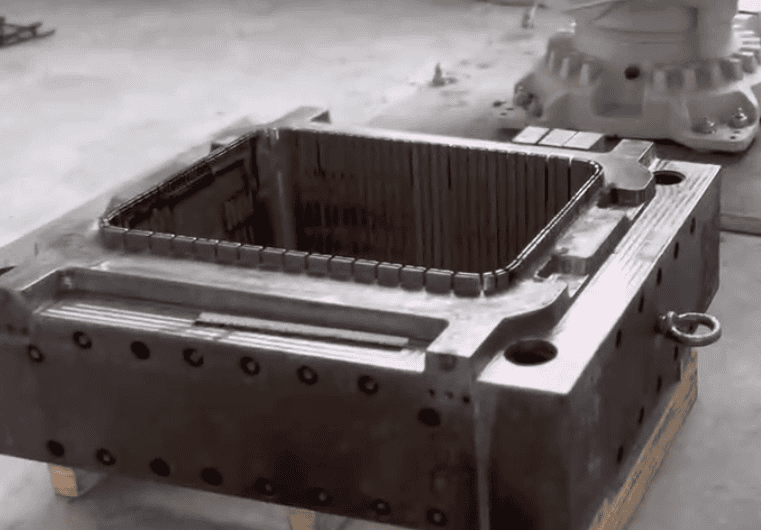
图2.45钢激光淬火
3.结束语
近年来,激光表面技术得到较大的发展,应用领域逐步扩展,激光表面处理工艺研究已达到工业实用化阶段。激光表面淬火具有独特的优势在注塑模具中得到应用,是延长注塑模具使用寿命的重要途径之一。经过激光处理后表面能够解决热疲劳裂纹、划伤、变形和腐蚀等问题,有效地延长模具失效时间,起到了降本增效的作用。我们坚信随着对激光理论和工艺深入研究,智能化数字化赋能激光加工,多样化激光处理方式融为一体化服务于模具加工,未来的激光处理设备精度和稳定性不断提高,成本下降,在模具加工中发挥重大作用。
参考文献
[1]浙江工业大学. 基于激光相变硬化的工模具边缘部位的强化方法:CN201010180617.8[P]. 2010-09-29.
[2]孔德军,张永康,冯爱新. H13热作模具钢激光表面改性处理技术[J]. 材料导报,2005,19(8):63-65.
[3]高功率 CO2激光器[EB/OL].[2022-09-06].http://baike.baidu.com/view/18750686.html
[4]钮靖.高功率横流CO2激光器光腔精密调节与控制[D]. 湖北:华中科技大学,2013.
[5]光学人的干货|常用激光设备原理和使用技巧大全[].[2018-08-08].https://www.sohu.com/a/246034468_99961126
[6]苏州华工自动化技术有限公司. 一种激光器光学镜片自动组装设备:CN202110757131.4[P]. 2021-11-05.
[7]可见光半导体激光器[EB/OL].[2023-06-27]http://baike.baidu.com/view/8981816.htm
[8]陈希原,沈长安. 激光表面硬化的特点及在齿轮和模具中的应用优势[J]. 热处理技术与装备,2012,33(2):4-9,14.
[9]激光技术推动模具行业向高端市场发展[EB/OL].[2014-09-05]. http://blog.ifeng.com/article/33973024.html
[10]陶永亮.注射模失效分析与表面处理[J]. 模具制造,2013(3):84-87.
[11]天津玛斯特车身装备技术有限公司. 一种模具激光表面硬化处理工艺:CN201910702887.1[P]. 2021-11-05.
[12]王建军,舒凤远,王建伟,等. P20汽车模具钢表面激光淬火对其组织与性能的影响[J]. 锻压技术,2023,48(1):222-228.
[13]王振华,揭晓华,黄诗君,等. 718塑料模具钢激光相变硬化层的性能研究[J]. 热加工工艺,2008,37(6):22-24.
[14]王振华,曾庆湖,揭晓华,等. 718塑料模具钢激光相变强化过程中热应力的计算机模拟[J]. 热加工工艺,2008,37(12):91-93,97.
[15]济南大学. 高熵合金层件及其制备方法:CN202310688433.X[P]. 2023-08-29.
[16]周健,李立君. H13模具钢激光相变强韧化处理研究[J]. 矿冶工程,2008,28(2):100-103.
[17]邱星武,李刚,任鑫,等. 45钢激光相变硬化组织及性能研究[J]. 腐蚀科学与防护技术,2008,20(6):413-415.
[18]邹光坤,宋立新. 45#钢激光相变硬化组织及性能[J]. 现代制造技术与装备,2010(1):39-40.
|
