|
÷Ί«λ≥ΛΑ≤Τϊ≥ΒΙ…Ζί”–œόΙΪΥΨ ’≈ίμ άνΈΑΟς ΚζΈβΥ… ‘χ ΛΜΣ
1.ΡΩ±ξ”κ–η«σ
Τϊ≥ΒΗ≤Η«ΦΰΨΪ÷¬ΙΛ“’÷ς“Σ÷ΗΩΆΜßΨ≤Χ§Η–÷ΣΒΡΆβΙέ÷ ΝΩΘ§ΤδΤάΦέΒΡΆβΙέ÷ ΝΩ»±œίΑϋά®AΟφΘ®ΆβΙέΟφΘ©ΤΖ÷ »±œίΓΔΤπ÷εΓΔΩΣΝ―ΓΔΆΙΑΦ…ΥΓΔ≥εΜς/Μ§“ΤœΏΓΔ‘≤Ϋ«»±œίΓΔ―Ι…ΥΒ»ΓΘΨΪ÷¬ΙΛ“’ΤάΦέΉςΈΣ÷ ΝΩ÷Η±ξΘ§“ΜΑψ «Α¥’’―œ÷ΊΒ»ΦΕΕ‘ΝψΦΰ»±œίΫχ––Ζ÷«χ”ρΖ÷άύΩέΖ÷Θ§“‘άέΦΤΩέΖ÷ΉήΚΆ≤Μ≥§ΙΐΗςΫΉΕΈ÷Η±ξΉςΈΣ÷ς“ΣΤάΦέ±ξΉΦΓΘ
≥ΐ¥Υ“‘ΆβΘ§≤ΜΩ…Ϋ” ήΒΡ―œ÷Ί»±œίΈΣΒΞΕάΖώΨωœνΘ§»γΥθΨ±ΓΔ‘≤Ϋ«≤ΜΥ≥ΓΔΡΩ ”Ω…ΦϊΒΡΆΙΑΦ…ΥΒ»Aάύ»±œίΘ§ΨυΈΣ÷±Ϋ”ΖώΨωœνΓΘ¬ΝΑεΡΘΨΏ”κΗ÷ΑεΡΘΨΏΒΡΨΪ÷¬ΙΛ“’“Σ«σœύΆ§Θ§“ρ¬ΝΚœΫπ≤ΡΝœΒΡΧΊ β–‘ΡήΘ§¬ΝΑεΡΘΨΏ÷Τ‘λΚσ”…Βς ‘ΙΛ»Υ”≈Μ·ΨΪ÷¬ΙΛ“’ΒΡΡ―Ε»¥σΘ§«“÷ήΤΎ≤ΜΩ…ΩΊΘ§“ρ¥Υ‘Ύ¬ΝΑεΡΘΨΏ…ηΦΤ ±“ΣΩΦ¬«ΆβΙέ»±œίΖγœ’≤Δ≤…»Γ¥κ ©ΩΊ÷ΤΖγœ’”»ΈΣ÷Ί“ΣΓΘ
1.1¬ΝΑε≤ΡΝœΧΊ–‘ΦΑ≥ε―Ι≥…–ΈΧΊΒψ
¬ΝΚœΫπ≤ΡΝœΟήΕ»‘ΦΈΣ2.7g/cm3Θ§ΕχΗ÷≤ΡΟήΕ»“ΜΑψΈΣ7.8ΓΪ7.9g/cm3Θ§“ρ¥ΥΆ§≥Ώ¥γ¬ΝΑε÷ ΝΩ±»Η÷Αε«αΒΟΕύΘ§≥ε―Ι ±“ΉΈϋΗΫΘΜ¬ΝΑεΒΡ―ν œΒ·–‘ΡΘΝΩ‘ΦΈΣΗ÷ΑεΒΡ1/3Θ§≥ε―Ι≥…–Έ ±Β·–‘±δ–Έ’Φ±»¥σΘ§ΜΊΒ·ΟτΗ–Ε»ΗΏΘ§ΒΦ÷¬ΜΊΒ·ΝΩ¥σΘΜ¬ΝΑε…λ≥Λ¬ “≤ΒΆ”ΎΗ÷ΑεΘ§‘ΦΈΣ25%Θ§ΒΦ÷¬≥ε―Ι≥…–ΈΦΪœόΒΆ”ΎΗ÷ΑεΘ§“Ή≥ωœ÷Τπ÷εΓΔΩΣΝ―ΓΔΗ’–‘≤ΜΉψΒ»Ζγœ’ΘΜΆ§ ±¬ΝΑεΜΙΨΏ”–”≤Ε»ΒΆΓΔ ±–ß”≤Μ·Β»ΧΊ–‘Θ§‘ωΦ”ΝΥ≥ε―Ι≥…–ΈΒΡΡ―Ε»ΓΘ
1.2¬ΝΑεΡΘΨΏΨΪ÷¬ΙΛ“’Χα…ΐΉήΧε
–η«σ’κΕ‘¬ΝΚœΫπ≤ΡΝœΧΊ–‘Θ§“Σ¥ο≥…ΨΪ÷¬ΙΛ“’ΡΩ±ξΘ§¬ΝΑεΡΘΨΏΩΣΖΔ ±–ηΙΊΉΔ“‘œ¬4Βψ–η«σΓΘ
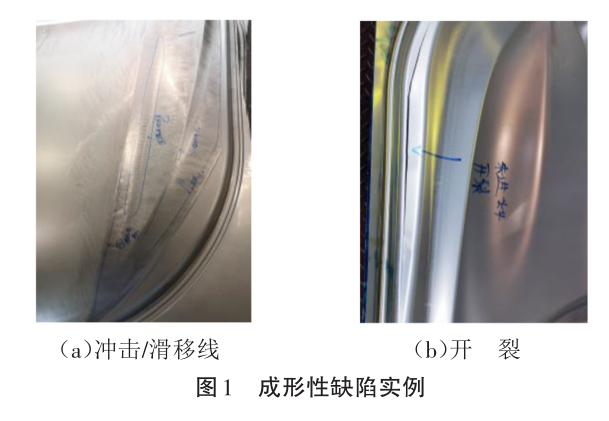
Θ®1Θ©ΝψΦΰ”≈Μ·ΓΘ‘Ύ…ηΦΤ«ΑΤΎΆ®Ιΐ≥ε―ΙΆ§≤ΫΙΛ≥ΧΘ®SEΘ©Ζ÷ΈωΘ§Χα≥ω±δΗϋ–η«σ¥Ό≥…ΝψΦΰ…ηΦΤ”≈Μ·Θ§»γΒς’ϊ‘λ–Ά‘ωΦ”ΝψΦΰΗ’–‘ΓΔΦ”¥σ‘≤Ϋ«ΫΒΒΆ≥…–Έ–‘Ζγœ’ΓΘ
Θ®2Θ©ΙΛ“’”≈Μ·ΓΘ―œΗώΑ¥’’ΝψΦΰ…ζ≤ζ”Ο¬ΝΑε≤ΡΝœ≤Έ ΐ…η÷ΟCAEΖ÷Έω≤Έ ΐΘ§≤ΔΑ¥’’¬ΝΑε≥…–Έ–‘÷Η±ξ”≈Μ·ΙΛ“’Θ§Αϋά®±δ±Γ¬ ΓΔ÷ς/¥Έ”Π±δΓΔΉν¥σ ß–ßΒ»Θ§±Θ÷ΛΉψΙΜΒΡΑ≤»Ϊ‘ΘΕ»ΘΜΙΛ–ρΡΎ»ί≈≈≤ΦΓΔΙΛ–ρΦΰΕ®ΈΜΓΔΖ÷ΙΛ–ρ«–±ΏΓΔΖ≠±Ώ―ΙΝœΖΫ ΫΒ»Ψυ–η“Σ―ι÷ΛΚσ»ΖΕ®ΓΘ
Θ®3Θ©ΫαΙΙ”≈Μ·ΓΘΗυΨί¬ΝΑεΧΊ–‘Θ§¬ΝΑεΡΘΨΏΫαΙΙ”κΗ÷ΑεΡΘΨΏ¬‘”–≤ΜΆ§Θ§»γ‘ωΦ”≈≈Τχ”κΆΥΝœΫαΙΙΘ§Ζά÷ΙΈϋΗΫΘΜΦθ…Ό―ΙΝœΖΕΈß”κ―ΙΝœΝΠΘ§Ζά÷Ι―Ι…ΥΘΜ«–±ΏΡΘΜΙ“ΣΉΔ“β≥ε≤ΟΦδœΕΓΔ«–»κΝΩΘ§Ζά÷Ι«––ΦΓΘ
Θ®4Θ©÷Τ‘λ”≈Μ·ΓΘ¬ΝΑεΡΘΨΏ–η±Θ÷ΛΉψΙΜΒΡ≥…–Έ‘ΘΕ»Θ§“‘”ΠΕ‘≤ΡΝœ≤®Ε·‘λ≥…ΒΡ≤ΜΈ»Ε®–‘Θ§“ρ¥Υ¬ΝΑεΡΘΨΏΝψΦΰΒΡ¥÷≤ΎΕ»ΓΔ―–Κœ¬ ΓΔΝς»κΝΩΩΊ÷ΤΓΔ»–ΩΎ¥Ι÷±Ε»ΓΔΖ≠±ΏΦδœΕΒ»Ψυ–η“Σ¥οΒΫΫœΗΏ±ξΉΦΓΘ
2.≥…–Έ–‘»±œί‘Λ≤β”κ”ΠΕ‘¥κ ©
ΨΪ÷¬ΙΛ“’÷–ΒΡ≥…–Έ–‘»±œί÷ς“ΣΑϋά®Τπ÷εΓΔΩΣΝ―ΓΔ≥εΜς/Μ§“ΤœΏΒ»Θ§»γΆΦ1Υυ ΨΓΘΩΣΝ―ΚΆΤπ÷εΨυΈΣΑε≤ΡΨ÷≤Ω ή―Ι ßΈ»“ΐΖΔΘ§«Α’Ώ±μœ÷ΈΣ”Π±δ¥οΒΫΜρ≥§ΙΐΦΪœόΕχ ’ΥθΜρΤΤΝ―Θ§Κσ’Ώ±μœ÷ΈΣΨ÷≤Ω≤ΡΝœΕ―ΜΐΓΘ≥εΜς/Μ§“ΤœΏ‘ρ «”…”Ύ≥…–ΈΙΐ≥Χ÷–ΡΘΨΏΝψΦΰ≥εΜςΑεΝœΘ§‘Ύ≥ε―ΙΦΰ±μΟφ–Έ≥…ΝΥ¬÷άΣ”ΓΚέΓΘ
2.1≥…–Έ–‘»±œί‘Λ≤β
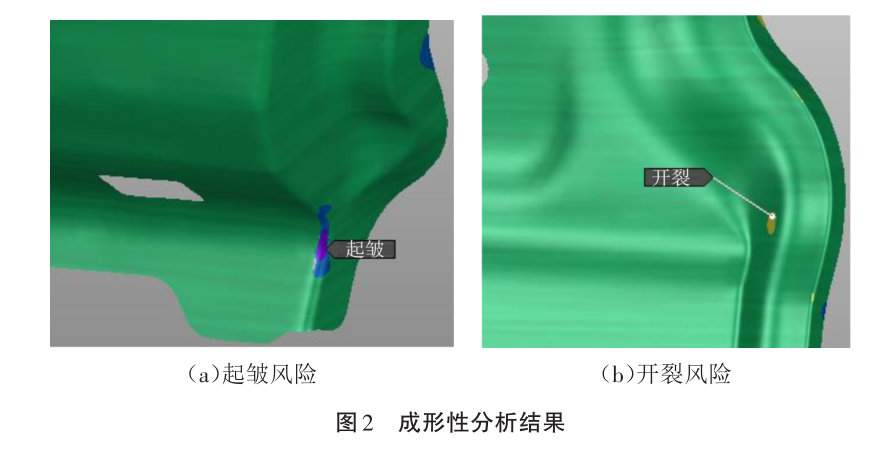
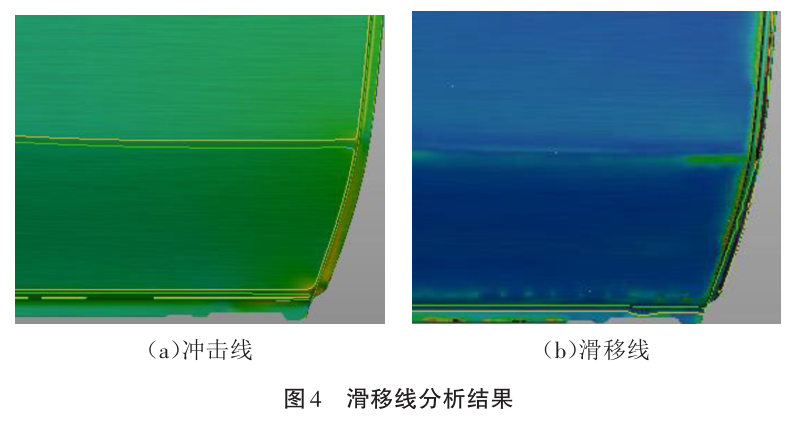
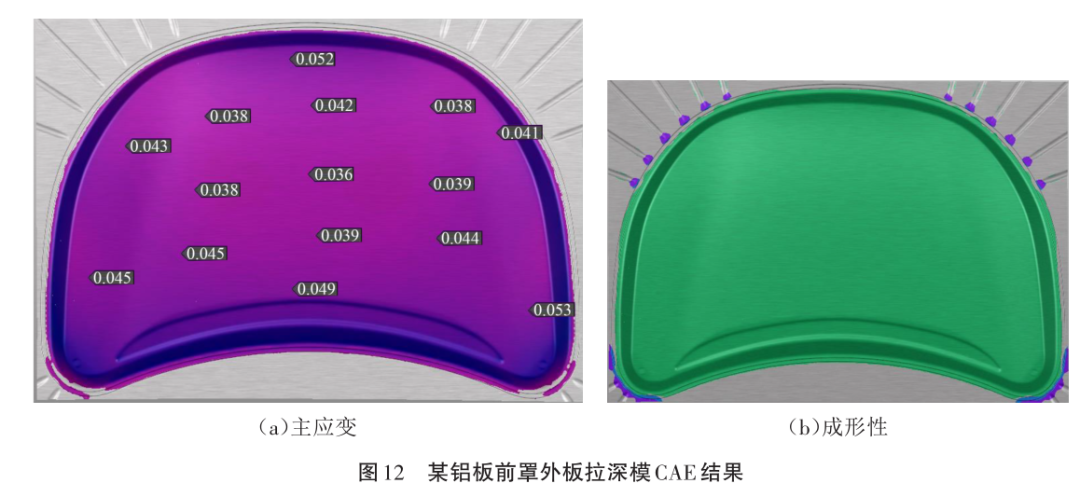
ΡΘΨΏ…ηΦΤΫΉΕΈ‘Λ≤β≥…–Έ–‘»±œί÷ς“Σ“άΩΩCAEΖ÷ΈωΘ§Ά®Ιΐ»ΪΙΛ–ρΡΘΡβΖ÷ΈωΘ§ΜώΒΟΝψΦΰΒΡ≥…–ΈΙΐ≥ΧΚΆάμ¬έ≥…–ΈΫαΙϊΓΘ“‘AutoForm»μΦΰΈΣάΐΘ§≤ιΩ¥Ζ÷ΈωΫαΙϊ÷–ΒΡ≥…–Έ–‘Θ®formabilityΘ©Θ§»ΖΕ®Τπ÷ε”κΩΣΝ―«χ”ρΘ§»γΆΦ2Υυ ΨΓΘ≤ιΩ¥Ήν¥σ ß–ßΘ®maxfailureΘ©ΚΆΦθ±Γ¬ Θ®thinningΘ©Θ§≈–ΕœΩΣΝ―Ζγœ’≥ΧΕ»Θ§»γΆΦ3Υυ ΨΓΘ≤ιΩ¥Μ§“ΤœΏΘ®skidlinesΘ©Θ§»Ζ»œ≥εΜς/Μ§“ΤœΏΖΕΈßΘ§»γΆΦ4Υυ ΨΓΘ

2.2≥…–Έ–‘»±œίΒΡ”ΠΕ‘¥κ ©
≥…–Έ–‘»±œί“ΜΑψΆ®Ιΐ”≈Μ·ά≠…ν ΐΡΘά¥œϊ≥ΐΘ§Ω…≤…”Ο“‘œ¬”ΠΕ‘¥κ ©ΓΘ
Θ®1Θ©≥εΜς/Μ§“ΤœΏΘΚΒς’ϊ≥ε―ΙΫ«Ε»ΘΜ‘ωΦ”ΙΛ“’≤Ι≥δΟφΗΏΕ»ΘΜΒς’ϊά≠…νΫνΩΊ÷ΤΫχΝœΒ»ΓΘ
Θ®2Θ©Τπ÷εΘΚ‘ω¥σΙΛ“’≤Ι≥δΟφΗΏΕ»ΘΜ‘ωΦ”Έϋ÷εΫνΒ»ΙΛ“’≤Ι≥δΘΜΒς’ϊά≠…νΫνΩΊ÷ΤΫχΝœΒ»ΓΘ
Θ®3Θ©ΩΣΝ―ΘΚΫΒΒΆΙΛ“’≤Ι≥δΟφΗΏΕ»Μρ‘ω¥σΑΈΡΘΫ«Ε»ΘΜΦ”¥σΙΛ“’≤Ι≥δΟφ‘≤Ϋ«ΘΜΒς’ϊά≠…λΫν‘ωΦ”ΫχΝœΒ»ΓΘΕ‘”ΎΚσΙΛ–ρ’ϊ–ΈΓΔΖ≠±ΏΒ»»±œίΘ§Ω…Ά®ΙΐΒς’ϊΙΛ–ρœύΙΊ≤Έ ΐœϊ≥ΐΘ§“≤Ω…“‘Ά®Ιΐ”≈Μ·ά≠…νΡΘ≥…–Έ–‘ά¥±Θ’œΚσΙΛ–ρΒΡ≥…–ΈΉ¥Χ§ΓΘ
3.ΆβΙέΤΖ÷ »±œί‘Λ≤β”κ”ΠΕ‘¥κ ©
ΨΪ÷¬ΙΛ“’ΒΡΆβΙέΤΖ÷ »±œί÷ΗΆβΗ≤Η«ΦΰΗΏΩ…Φϊ«χ”ρΘ®AΟφΘ©”Αœλ‘λ–Ά≥ œ÷–ßΙϊΒΡ»±œίΘ§Αϋά®ΑΏ¬μΈΤ≈Λ«ζΓΔΧΊ’ςάβœΏΕέΜ·Β»ΓΘΑΏ¬μΈΤ≈Λ«ζ÷Η≥ε―ΙΦΰ‘ΎΙβ’’2000LuxΒΡΒΤΙβ≈οœ¬Φλ≤βΘ§Ψ÷≤ΩΑΏ¬μΈΤ«ς Τ”κΝψΦΰ ΐΨί≤ΜΆ§ΘΜΧΊ’ςάβœΏΕέΜ· «”…”Ύ≥ε―ΙΦΰάβœΏΝΫ≤ύΒ·–‘±δ–ΈΜ÷Η¥ΒΦ÷¬ΒΡΦ–Ϋ«±δ¥σΘ§ΡΩ ”άβœΏ–ßΙϊΥΞΦθΒΡœ÷œσΘ§»γΆΦ5Υυ ΨΓΘ
3.1ΆβΙέΤΖ÷ »±œί‘Λ≤β
Ε‘±»≥ε―ΙΦΰΓΔΝψΦΰ ΐΨίΚΆΦ”ΙΛ ΐΡΘΑΏ¬μΈΤΩ…÷ΣΘ§Ήν÷’≥ε―ΙΦΰΑΏ¬μΈΤ”κΦ”ΙΛ ΐΡΘΑΏ¬μΈΤ“Μ÷¬Θ§ΕχΦ”ΙΛ ΐΡΘά¥‘¥”ΎΜΊΒ·≤Ι≥ΞΚσΒΡΙΛ“’ΖΫΑΗ ΐΨίΓΘ“ρ¥ΥΘ§ΜΊΒ·≤Ι≥Ξ ΐΨίΑΏ¬μΈΤ”ΑœλΉν÷’ΝψΦΰΑΏ¬μΈΤΘ§»τΜΊΒ·≤Ι≥Ξ ΐΨί≥ωœ÷ΑΏ¬μΈΤ≈Λ«ζ±δ–ΈΘ§Ήν÷’ΫΪ≥ œ÷‘ΎΝψΦΰ…œΓΘ
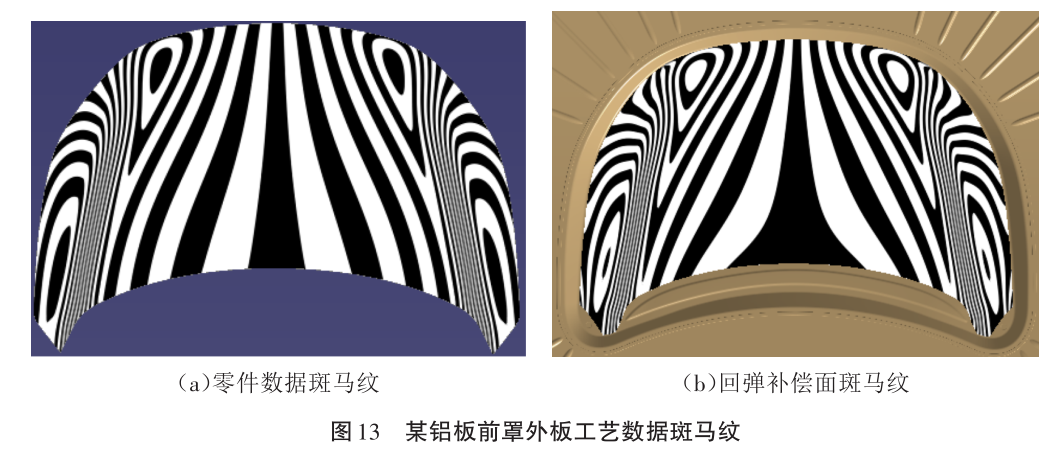
ΧΊ’ςάβœΏΕέΜ·“ΜΑψ“‘ΟφΦ–Ϋ«ΈΣ÷ς“Σ≈–Εœ±ξΉΦΘ§ΟφΦ–Ϋ«‘Ϋ¥σΘ§ΥΞΦθ‘ΫΟςœ‘ΓΘΧΊ’ςάβœΏΗυΨίΟφΦ–Ϋ«ΚΆœ“≥ΛΒ»±ξΉΦΘ§«χΖ÷ΈΣΟςœ‘ΧΊ’ςœΏΚΆ≤ΜΟςœ‘ΧΊ’ςœΏΓΘ≤ΜΟςœ‘ΧΊ’ςœΏ±ξΉΦΘΚΔΌΟφΦ–Ϋ«¥σ”Ύ154ΓψΘΜΔΎάβœΏ‘≤ΜΓœ“≥Λ–Γ”Ύ6mmΘΜΔέάβœΏ‘≤ΜΓΑκΨΕ–Γ”Ύ48mmΓΘ≤ΜΟςœ‘ΧΊ’ςάβœΏΈΣΕέΜ·ΒΡΗΏΖγœ’«χ”ρΘ§”»Τδ «άβœΏœϊ“ΰ«χ”ρΘ§≥Θ≥ωœ÷άβœΏ≤Μ«εΈζΜρΧα«Αœϊ ßΒΡ«ιΩωΓΘ
3.2ΆβΙέΤΖ÷ »±œίΒΡ”ΠΕ‘¥κ ©
’κΕ‘ΑΏ¬μΈΤ≈Λ«ζ≤…»ΓΒΡ”ΠΕ‘¥κ © «”≈Μ·”κ–όΗ¥ΜΊΒ·≤Ι≥Ξ ΐΨίΓΘ”≈Μ·ΜΊΒ·≤Ι≥Ξ ΐΨίΩ…Ά®ΙΐΒς’ϊΩΊ÷Τ“ρΉ”ΓΔΜΊΒ·≤Ι≥ΞΝΩΓΔΜΊΒ·≤Ι≥ΞΖΕΈßΒ»ΖΫ ΫΘ§ Ι≤Ι≥ΞΚσ ΐΨίΑΏ¬μΈΤΓΔœΏ≥Λ”κΝψΦΰ ΐΨί“Μ÷¬ΓΘΒΪ¬ΝΑεΝψΦΰΜΊΒ·¥σΘ§ΈόΖ®ΫωΆ®Ιΐ”≈Μ·ΜΊΒ·≤Ι≥Ξ≤Έ ΐΒΟΒΫ”κΝψΦΰ ΐΨί«ς ΤœύΆ§ΒΡΑΏ¬μΈΤΘ§–η“Σ‘ΎΜΊΒ·≤Ι≥Ξ ΐΨίΒΡΜυ¥Γ…œΫχ“Μ≤Ϋ–όΗ¥AΟφΘ§ ΙΤδΑΏ¬μΈΤΙβΥ≥Θ§»γΆΦ6Υυ ΨΓΘ
ΧΊ’ςάβœΏΕέΜ·ΒΡ”ΠΕ‘¥κ ©ΈΣΦ”ΙΛ ΐΨίΧΊ’ςάβœΏΒΡ»ώΜ·¥ΠάμΘ§»τάβœΏ≈–Ε®ΈΣ≤ΜΟςœ‘ΧΊ’ςœΏΘ§–ηΫχ––»ώάβ…ηΦΤΘ§»γΆΦ7Υυ ΨΓΘ»τάβœΏ≈–Ε®ΈΣΟςœ‘ΧΊ’ςœΏΘ§Ω…ΉέΚœΩΦ¬«¥νΫ”ΦΰάβœΏΉ¥ΩωΓΔ≥εΜς/Μ§“ΤœΏΉ¥ΩωΫχ––Φθœ“…ηΦΤΜρ≤Μ¥ΠάμΓΘ
4.«ζΟφ÷ ΝΩ»±œί‘Λ≤βΦΑ”ΠΕ‘¥κ ©
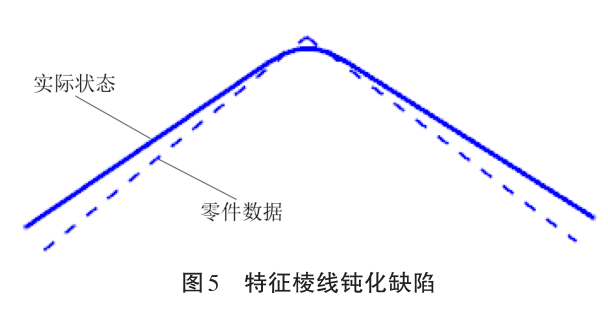
«ζΟφ÷ ΝΩ»±œί÷ΗΝψΦΰ±μΟφΨ÷≤Ω–ΓΖΕΈßΒΡ«ζΟφ≤ΜΙβΥ≥Θ§ «ΨΪ÷¬ΙΛ“’÷–’Φ±»Ϋœ¥σΒΡ»±œίάύ–ΆΘ§Αϋά®ΆΙΑΦ…ΥΓΔ‘≤Ϋ«≤ΜΥ≥ΓΔ―Ι…ΥΒ»Θ§»γΆΦ8Υυ ΨΓΘ

ΆΙΑΦ…ΥΚΆ‘≤Ϋ«≤ΜΥ≥Ψυ «”…”Ύ≥ε―Ι≥…–ΈΙΐ≥Χ÷–ΒΡ”ΠΝΠΖ÷≤Φ≤ΜΨυΓΔ≤ΡΝœΝςΕ·≤ΜΨυΕχ≤ζ…ζΒΡΟφΤΖ»±œίΓΘ«Α’Ώ±μœ÷ΈΣΙΡΑϋΓΔΑΦœίΘ§“ΜΑψ‘Ύ2000LuxΒΡΙβœΏœ¬ΡΩ ”≤ΜΩ…ΦϊΘ§–ηΉ®“ΒΦλ≤β»Υ‘± ÷Η–¥ΞΟΰΘ§…θ÷ΝΫη÷ζ”Ά ·¥ρΡΞΜρΒΤΙβ≈οΑΏ¬μΈΤΤάΦέ≤≈ΡήΦλ≤βΘΜΚσ’Ώ±μœ÷ΈΣ‘≤Ϋ«ΆΜ±δΜρ–ΈΉ¥±δ–ΈΘ§Α¥»±œί―œ÷Ί≥ΧΕ»Ω…Ά®ΙΐΡΩ ”ΓΔ ÷Η–¥ΞΟΰΓΔ”Ά ·¥ρΡΞΒ»ΖΫ ΫΦλ≤βΓΘ―Ι…Υ‘ρ «“ρΈΣ”–‘”÷ ΗΫΉ≈”ΎΑεΝœΜρΡΘΨΏΝψΦΰ±μΟφΘ§≥ε―ΙΚσ‘ΎΙΛ–ρΦΰ±μΟφ≤ζ…ζ»±œίΓΘ¬ΝΑε≥ε―ΙΦΰ±»Η÷Αε≥ε―ΙΦΰΗϋ“Ή≤ζ…ζ―Ι…ΥΘ§“Μ «”…”Ύ¬ΝΑε≤ΡΝœ”≤Ε»ΒΆΘ§“ΉΥπ…ΥΕχ≤Μ“Ή–όΗ¥ΘΜΕΰ «”…”Ύ¬ΝΑε«αΕχ¥ύΘ§“Ή≤ζ…ζ«––Φ≤ΔΈϋΗΫΒΫΡΘΨΏΝψΦΰΚΆΙΛ–ρΦΰ±μΟφΓΘ
4.1«ζΟφ÷ ΝΩ»±œί‘Λ≤β
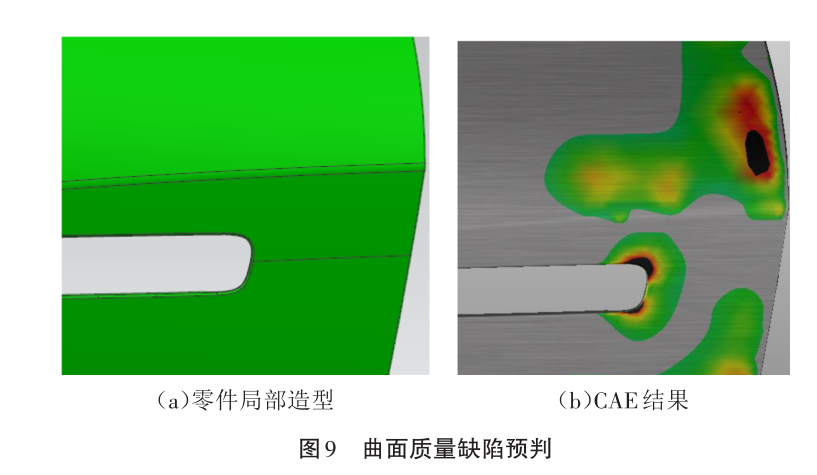
«ζΟφ÷ ΝΩ»±œί‘Λ≤βΩ…“άΨίCAEΖ÷ΈωΓΔΝψΦΰ–ΈΉ¥ΓΔΙΛ–ρΡΎ»ίΚΆ÷Τ‘λΨ≠―ιΉέΚœ≈–ΕœΘ§»γΆΦ9Υυ ΨΓΘΗυΨίΆΙΑΦ…Υ»±œί–Έ≥…ΒΡ‘≠“ρΘ§ΗΟάύ»±œί“ΜΑψ≥ωœ÷‘Ύ«ζΟφ–ΈΉ¥Φ±Ψγ±δΜ·ΒΡ«χ”ρΘ§»γΧΊ’ςœΏΝΫ≤ύΓΔAΟφ¬÷άΣΒ»Θ§”»Τδ «ΉΣΫ«ΓΔάβœΏΜψΨέΒ»”ΠΝΠΖ÷≤Φ≤ν“λΫœ¥σΒΡ«χ”ρΓΘ»τ’β–©«χ”ρΈΣ≥…–ΈΙΛ–ρΡΎ»ί»γά≠…νΓΔΖ≠±ΏΓΔ’ϊ–ΈΒ»Θ§‘ρΩ…‘Λ≈–ΈΣΆΙΑΦ…Υ»±œίΒΡΖγœ’«χ”ρΘ§‘Ύ≤ιΩ¥CAEΖ÷ΈωΫαΙϊ ±÷ΊΒψΙΊΉΔ’β–©«χ”ρΓΘ‘≤Ϋ«≤ΜΥ≥≤ζ…ζ‘Ύ‘≤Ϋ«Φ±Ψγ±δΜ·ΒΡ«χ”ρΘ§»γΆβΑεΖ≠±ΏΫΜΒΕ¥ΠΓΔΖ÷ΙΛ–ρΖ≠±ΏΙΐΕ…ΈΜ÷Ο“‘ΦΑ‘≤Ϋ«’ϊ–Έ«χ”ρΒ»Θ§CAEΖ÷Έω ±≤…”ΟΆξ’ϊΙΛΨΏΧεΡΘΡβ≥…–ΈΙΐ≥ΧΘ§≤ιΩ¥ΫαΙϊ ±÷ΊΒψΙΊΉΔ’β–©Ζγœ’«χ”ρΒΡ‘≤Ϋ«≥…–Έ«ιΩωΓΘΆ§ ±¬ΝΑεΚσΙΛ–ρΡΘΨΏΙΛΉς«χ”ρΨυ¥φ‘Ύ―Ι…ΥΖγœ’ΓΘΝμΆβΘ§÷Τ‘λΨ≠―ι“≤ «÷Ί“ΣΒΡ‘Λ≤β“άΨίΘ§Ε‘”Ύ¬ΝΑεΡΘΨΏΘ§CAEΡΘΡβΒΡΉΦ»Ζ≥ΧΕ»ΜΙΈ¥ΒΟΒΫ≥δΖ÷―ι÷ΛΘ§“‘ΆυœνΡΩΒΡΙ≤–‘Έ Χβ≥…ΈΣΫœΈΣΩ…ΩΩΒΡ≤ΈΩΦΓΘ
4.2«ζΟφ÷ ΝΩ»±œίΒΡ”ΠΕ‘¥κ ©
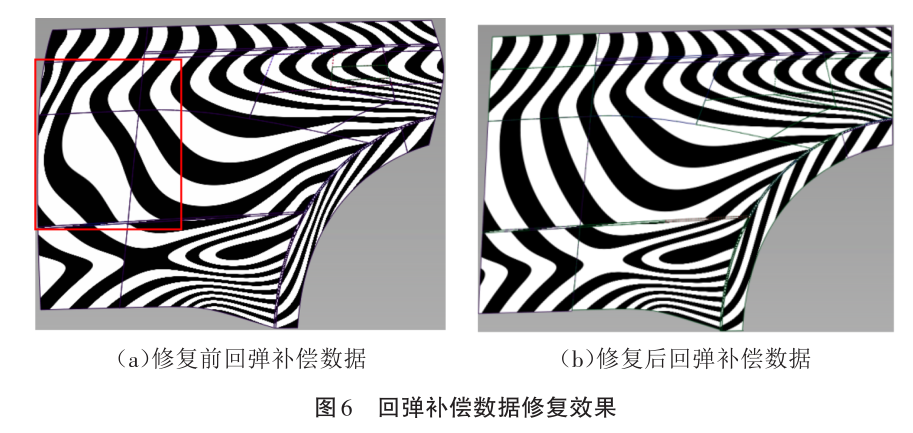
Θ®1Θ©ΙΛ“’ΖΫΑΗ…ηΦΤΫΉΕΈΘΚ’κΕ‘ά≠…νΡΘΒΡΆΙΑΦ…Υ»±œίΘ§Βς’ϊΙΛ“’≤Ι≥δΟφΚΆά≠…νΫν“‘ΩΊ÷Τ≤ΡΝœΝςΕ·Ψυ‘»Θ§ Ι≥…–Έ≥δΖ÷ΘΜ’κΕ‘Ζ≠±Ώ“ΐΤπΒΡ‘≤Ϋ«≤ΜΥ≥ΓΔΕΞΟφΆΙΑΦ…ΥΒ»»±œίΘ§‘ωΦ”ΙΐΕ…«χ”ρ≥ΛΕ»Θ§Βς’ϊΖ≠±Ώ ±–ρΘΜ’κΕ‘’ϊ–Έ‘λ≥…ΒΡΟφΤΖ»±œίΘ§≤…”Ο”≈Μ·’ϊ–Έ«ΑΙΛ“’Οφ‘λ–ΆΜρΦθ–Γ’ϊ–ΈΝΩΒΡΖΫΖ®ΘΜ’κΕ‘―Ι…ΥΖγœ’Θ§Κœάμ≈≈≤ΦΙΛ–ρΡΎ»ίΘ§ΨΓΝΩ≤Μ≤…”ΟΖœΝœΒΕΓΔ«–±ΏΫΜΒΕ“‘ΦΑ«–Ζ≠Β»Θ§“‘Φθ…Ό«––ΦΒΡ≤ζ…ζΓΘ
Θ®2Θ©ΫαΙΙ…ηΦΤΫΉΕΈΘΚ―ΙΝœΤςΒΣΤχΗΉΒΡ≤Φ÷ΟΨΓΝΩΩΩΫϋ»±œίΖγœ’«χ”ρΘ§»Ζ±Θ“―≥…–Έ«ζΟφ≤Μ±ΜΆœΕ·±δ–ΈΘΜ«–±Ώ≥εΩΉΒΕΩι…ηΦΤΈΣΆ§ ±«–»κΘ§Φθ…Ό«––ΦΘΜΚσΙΛ–ρΡΘΨΏΫω±ΘΝτΉψΙΜΒΡΙΛΉςΟφΘ§Τδ”ύΨυΫχ––±ήΩ’¥ΠάμΘ§Φθ…ΌΙΛ–ρΦΰ”κΡΘΨΏΝψΦΰΒΡΫ”¥ΞΟφΜΐΓΘ
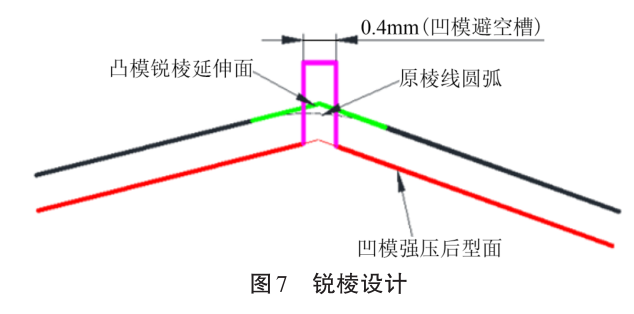
Θ®3Θ©Φ”ΙΛ ΐΡΘ…ηΦΤΫΉΕΈΘΚ»ΪΙΛ–ρΡΘΨΏΝψΦΰ«ζΟφ»±œίΖγœ’«χ”ρΨυ‘Ύ…œΡΘ≤ύΫχ––«Ω―Ι¥ΠάμΘ§ΗΏΖγœ’«χ”ρΩ…‘ωΦ”«Ω―ΙΝΩΘ§±Θ÷Λ…œΓΔœ¬ΡΘΧυΚœΉ¥ΩωΝΦΚΟΘΜ‘ΎΫαΙΙ…ηΦΤΒΡΜυ¥Γ…œΫχ“Μ≤ΫΩΊ÷ΤΙΛΉςΟφΩμΕ»Θ§Ζ«ΙΛΉς–ΆΟφΫχ––±ήΩ’¥ΠάμΘ§Φθ…ΌΙΛ–ρΦΰ”κΡΘΨΏΝψΦΰΒΡΫ”¥ΞΟφΜΐΘΜΆ§ ±ΝψΦΰAΟφ«χ”ρΕ‘”ΠΒΡ«Ω―ΙΓΔ±ήΩ’¥ΠΙβΥ≥ΙΐΕ…Θ§ΫΒΒΆ―Ι…ΥΖγœ’ΓΘ
¬ΝΑεΡΘΨΏΨΪ÷¬ΙΛ“’ΒΡΧα…ΐ“Σ‘Ύ…ηΦΤΕΥ≥δΖ÷ ű𫱑ΎΖγœ’≤Δ≤…»Γœύ”Π¥κ ©Θ§ΜΙ–η“Σ÷Τ‘λΕΥ¥”Φ”ΙΛ÷ ΝΩΓΔΉΑ≈δΨΪΕ»ΓΔ―–Κœ¬ ΓΔ–ΆΟφ¥÷≤ΎΕ»ΓΔ≥…–Έ–‘œύΙΊ≤Έ ΐΩΊ÷ΤΒ»ΗςΜΖΫΎΑ―ΩΊΘ§≤≈Ρή Βœ÷ΡΘΨΏΨΪ÷¬ΙΛ“’Χα…ΐΒΡΡΩ±ξΓΘ
5.”Π”Ο Βάΐ
«Α’÷ΆβΑε «Τϊ≥ΒΗ≤Η«Φΰ”Π”Ο¬ΝΑεΒΡΒδ–ΆΝψΦΰΘ§¥”ΨΪΕ»ΩΊ÷ΤΒΫΨΪ÷¬ΙΛ“’Χα…ΐ”–ΫœΆξ’ϊΒΡΨ≠―ιΘ§œ÷“‘Ρ≥≥Β–Ά¬ΝΑε«Α’÷ΆβΑεΡΘΨΏΩΣΖΔΈΣάΐΘ§ΥΒΟςΧα…ΐΨΪ÷¬ΙΛ“’ΒΡΖΫΖ®ΚΆ”Π”Ο≥ΓΨΑΓΘ
5.1ΡΘΨΏΜυ±Ψ–≈œΔ
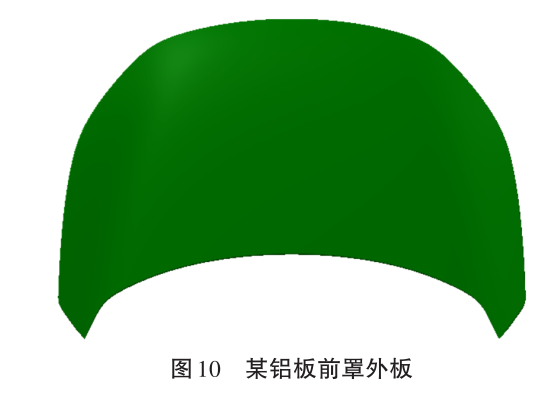
ΗΟ«Α’÷ΆβΑε≤…”Ο6016-T4ΚœΫπ¬ΝΑεΘ§ΑεΝœΚώΕ»ΈΣ0.9mmΘ§…œ±μΟφΈΣΜυΉΦ≤ύΓΘΝψΦΰ’ϊΧε‘λ–ΆΤΫΜΚΝς≥©Θ§ΈόΦ±Ψγ±δΜ·ΒΡ‘λ–ΆΧΊ’ςΚΆάβœΏΘ§»γΆΦ10Υυ ΨΓΘΗυΨίΝψΦΰ≥…–Έ–η«σΘ§ΗΟ«Α’÷ΆβΑεΒΡΡΘΨΏΙΛ“’ΙφΜ°ΈΣ4ΒάΙΛ–ρΘΚOP10ά≠…νΘΜOP20«–±Ώ+≥εΩΉΘ®ΙΛ“’ΩΉΚΆΕ®ΈΜΩΉΘ©ΘΜOP30«–±ΏΘΜOP40Ζ≠±Ώ+«–±ΏΘ§»γΆΦ11Υυ ΨΓΘΆξ≥…Μυ±ΨΒΡΙΛ–ρ≈≈≤ΦΚΆΙΛ–ρ ΐΡΘ…ηΦΤΚσΘ§Ω…’κΕ‘ΝψΦΰΧΊΒψ‘Λ≈–ΨΪ÷¬ΙΛ“’Ζγœ’Θ§”Π”ΟΫβΨω≤Ώ¬‘ΓΘ

5.2…ηΦΤΫΉΕΈΨΪ÷¬ΙΛ“’Χα…ΐ
Θ®1Θ©ΙΛ“’ΖΫΑΗ…ηΦΤΫΉΕΈΘΚΒς’ϊά≠…ν…νΕ»ΚΆΖγ¥Α¥ΠΙΛ“’≤Ι≥δΑΦ≤έΘ§ Ιά≠…ν≥…–Έ≥δΖ÷Θ§ΈόΤπ÷εΩΣΝ―Θ§»γΆΦ12Υυ ΨΓΘOP20ΓΔOP30ΡΘΨΏΖ÷ΕΈ«–±ΏΘ§ΈόΖœΝœΒΕΚΆΫΜΒΕΙΛ“’Θ§”–άϊ”ΎΦθ…Ό«––ΦΓΘOP40ΡΘΨΏ≤…”Ο»Ϊ¬÷άΣ’ΐΖ≠±ΏΘ§‘≤Ϋ«“Μ÷¬–‘ΚΟΘ§Ά§ ±”Π”ΟΦ–ΝœΖ≠±ΏΙΛ“’Θ§”≈Μ·Ζ≠±Ώ÷ ΝΩΓΘΨ≠»ΪΙΛ–ρΜΊΒ·Ζ÷ΈωΘ§ΗΟ«Α’÷ΆβΑε÷–≤Ωœ¬ΥζΘ§Ήν¥σ÷Β‘Φ2.7mmΘ§«ΑΚσ≤ύ≥·≥Β…μΆβΜΊΒ·Θ§Ήν¥σ÷Β≥§Ιΐ5mmΘ§ΜΊΒ·≤Ι≥ΞΚσ―ι÷ΛΖ÷ΈωΘ§≥Ώ¥γΨΪΕ»ΚœΗώΓΘΜΊΒ·≤Ι≥ΞΟφΨ÷≤ΩΑΏ¬μΈΤ≈Λ«ζ±δ–ΈΘ§–όΗ¥”≈Μ·Κσ ΙΉν÷’ ΐΡΘΟφ”κΝψΦΰ ΐΨίΑΏ¬μΈΤ«ς ΤΓΔΝ§–χ–‘“Μ÷¬Θ§»γΆΦ13Υυ ΨΓΘ
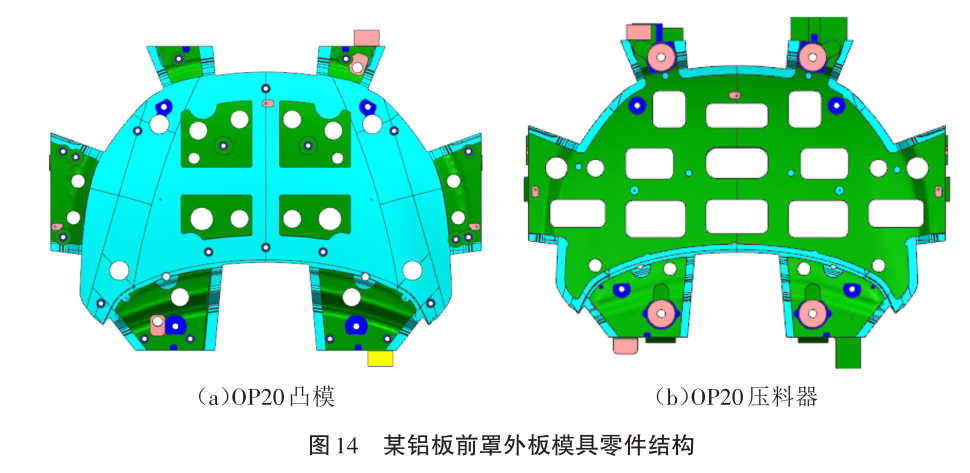
Θ®2Θ©ΫαΙΙ…ηΦΤΫΉΕΈΘΚ…œΡΘ«–±ΏΒΕΩι…ηΦΤΈΣΆ§ ±«–»κΘ§«–»κΝΩΈΣ3mmΘΜ±ΘΝτ±Ί“ΣΙΛΉςΟφΘ§Τδ”ύ≤…”Ο÷ΐ‘λΦθ«αΦ”ΙΛΝΩΓΘ”…”ΎΗΟ«Α’÷ΆβΑε«ζΟφΤΫΜΚΘ§ΈΣ±Θ÷ΛΉψΙΜΒΡ÷ß≥≈ΚΆΕ®ΈΜΘ§œ¬ΡΘΫαΙΙ±ΘΝτΙΛΉςΟφΫœΕύΘ§»γΆΦ14Υυ ΨΓΘΝΩ≤ζΚσΩ…ΗυΨί ΒΦ …ζ≤ζΉ¥Χ§Θ§Ε‘Εύ”ύ–ΆΟφΫχ––ΜζΦ”ΙΛ±ήΩ’ΓΘ
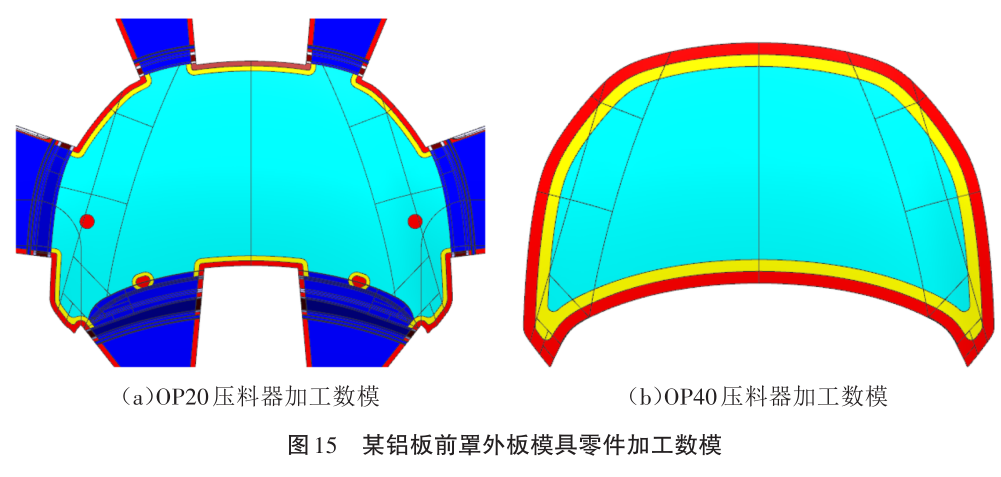
Θ®3Θ©Φ”ΙΛ ΐΡΘ…ηΦΤΫΉΕΈΘΚ»ΪΙΛ–ρ―ΙΝœΤςΙΛΉςΟφΫχ––«Ω―Ι…ηΦΤΘ§≤ΜΆ§ΙΛ–ρ…η÷Ο≤ΜΆ§ΒΡ«Ω―ΙΩμΕ»Θ§Τδ÷–«–±Ώ«Ω―ΙΩμΕ»ΈΣ15mmΘ§Ζ≠±Ώ«Ω―ΙΩμΕ»ΈΣ40mmΓΘΖ«ΙΛΉς–ΆΟφΫχ––±ήΩ’…ηΦΤΘ§≤ζΤΖΟφ±ήΩ’ΈΣ1mmΘ§ΙΛ“’≤Ι≥δΟφ±ήΩ’ΈΣ2mmΓΘAΟφ¥Π«Ω―ΙΓΔ±ήΩ’ΨυΙβΥ≥ΙΐΕ…Θ§»γΆΦ15Υυ ΨΓΘ
5.3÷Τ‘λ±Θ’œΦΑ–ßΙϊ―ι÷Λ
Ά®ΙΐΚœάμΙφΜ°NC±ύ≥Χ≤Ώ¬‘ΓΔ…η÷Ο ΐΩΊΜζ¥≤≤Έ ΐΒ»ά¥±Θ’œΦ”ΙΛΨΪΕ»ΘΜάΕΙβ…®ΟηΗςΙΛ–ρΡΘΨΏΝψΦΰ–ΆΟφΘ§Φ”ΙΛΨΪΕ»¥ο≥…ΝςΉΣ±ξΉΦΘΜ―–≈δΡΘΨΏΝψΦΰΘ§¥÷≤ΎΕ»÷Β¥οΒΫRa0.8ΠΧmΘΜάϊ”ΟάΕ”ΆΉ≈…ΪΒ»ΖΫ ΫΦλ≤β≤ΩΦΰΦδΤΞ≈δΨΪΕ»ΓΔΡΘΨΏΝψΦΰ–ΆΟφΧυΚœ¬ ΓΔ»–ΩΎ¥Ι÷±Ε»Β»Θ§Ά§ ±≤Έ’’CAEΖ÷Έω…η÷Ο≥…–ΈΝΠΘ§¥οΒΫΑ≤»Ϊ‘ΘΕ»Γά10%Θ§ΑεΝœΝς»κΝΩΓά5mmΒΡΡΩ±ξΓΘ
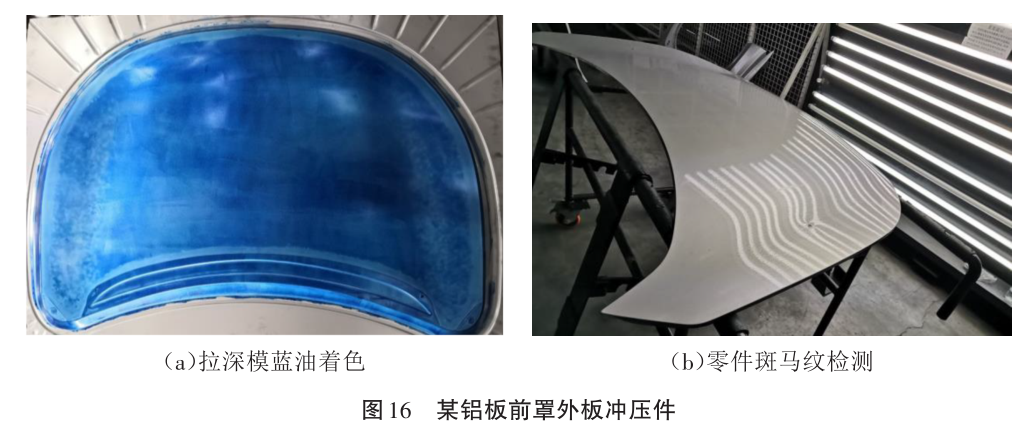
…œΜζ―ι÷Λ≥…–Έ–ßΙϊΘ§ΗΟ«Α’÷ΆβΑε Ή―ΙάΕ”ΆΉ≈…Ϊ¬ 75%“‘…œΘ§ΈόΩΣΝ―Τπ÷εΈ ΧβΘ§ΝψΦΰΑΏ¬μΈΤ”κΝψΦΰ ΐΨί“Μ÷¬Θ§ΈόAάύ»±œίΘ§¥ο≥…ΨΪ÷¬ΙΛ“’ΡΩ±ξΘ§»γΆΦ16Υυ ΨΓΘ
|
