|
���콻ͨ��ѧ�����복������ѧԺ ������ ������ ����� ����Դ ���춫��ģ����������˾ ¬����
1.ժҪ
Ϊ�����������Ͻ���ͱ���ѹ�����������Ժ�ǿ�ȵ�Ҫ������������ɡ�����ȱ�����⣬����ѹ��������ƺ��Ż������ȶ��������й��շ��������ݾ���ֱ���ƽ�ע����ϵͳ������ѡȡ���ղ���������������������鷨�����5����4ˮƽѹ�����ղ�����������ʹ��Procast������ֵģ�⡣��16��������������������Ƚ��м���ͷ�����������������ģ���¶ȶ���������Ӱ����Ϊ������5���ص����Ź��ղ���Ϊ����ע�¶�650 �桢ģ���¶�240 �桢��/��ѹ�����200 mm/60 mm����ѹ���ٶ�Ϊ3.0 m/s����ѹ���ٶ�Ϊ0.2 m/s����ֵģ������ʾ���ù��ղ���������������ɡ��������Ϊ1.067 cm³�����Ż�ǰ������26.5%����ģ������������������ã��ؼ���λX����̽����ʾ���������ף����ý���������OM����ɨ��羵��SEM��������������֯�۲죬����������������֯���ܣ���ѧ���ܲ��Ա�����ѹ������Ӳ�ȴ���HV85��ͬ�ȹ�������ƽ������ǿ��Ϊ253.36 MPa����������ʹ��Ҫ��
�������ͱ����dz�ѹ���ܷ�������ڸ��¡���ѹ�ͻ��ͻ����й����������¸�ʴ�Ժ��������нϸߵ�Ҫ����������Դ������������̵������ԣ�ʹ���������������ϴ�ͳȼ�ͳ��������������Ͻ�����ߵı�ǿ�Ⱥ���ʴ�Ե��ŵ��Ϊ�ͳ��ͻ춯�������ͱ���������㲿������ѡ���ϡ���ѹ�����������Ч�ʸߡ������ߴ羫�ȸߡ��������ܺ���ѧ���ܺõ��ŵ㣬����㷺���������Ͻ���塢���塢����ȸ��������������Ȼ�����ڹ��ղ�����ԭ��ѹ���ܷ���������������ס�����ȱ�ݣ���϶ȱ�ݵĴ��ڻή���ܷ���������ǿ�Ⱥ������ԣ��Ӷ���������ʹ�á�
������ѹ�����ղ����ǻ�úϸ������ı�Ҫ��������Ӱ�����������������ڶ࣬�Ҹ�����ȡֵ��Χ�ֽϿ�����ú����Ĺ��ղ���������Ҫ���������飬������ֵģ������������ķ������Ը�Ч��ȷ�������Ĺ��ղ������������ͨ��������������ֵģ�����ϵķ�����̽����ģ���¶ȡ�����ѹ�л���Ϳ�ѹ���ٶȶ����Ͻ�Ħ�г������϶��Ӱ�죬���������������϶�������ѹ���ٶȳɸ���أ�������л����ģ���¶ȳ�����ء�ApparaoK C����̽���˽�ע�¶ȡ�ѹ��ѹ������עʱ���ģ���¶ȶ����Ͻ�������϶��Ӱ�죬�ó���ע�¶Ⱥ�ģ���¶ȶ�������϶Ӱ�������������û�������ȵ����������Ż��ó���϶��С�Ĺ��ղ�����GuptaAK���˲����Ŵ��㷨��ģ���������ó���ѹ�������ŵ�����ʱ�䡢��ע�¶ȡ�ѹ��ѹ����ѹ���������ٶȵ����ѹ�����ղ�����ϣ�ʹ���Ͻ�����������������ס����Ƶ�ѹ��ȱ�ݳ��ֵĸ��ʽ�����58.28%��
����������������ֵģ��������������Ŵ��㷨���Ż�������ϣ���ѹ�������Ż��dz����Ҹ�Ч�ģ���ѹ������϶�ʵĽ���Ч��Ҳ��ʮ�������ġ����������о��������϶ȱ��Ӱ������ѡȡ������ȫ���ҶԵ������ɡ�����ȱ��Ӱ�����ص��о�Ҳ�д����롣��ˣ�Ϊ̽��ѹ�����̸����ضԻ��ͱ������ɡ�����ȱ�ݵ�Ӱ�죬����ѡȡ��ע�¶ȡ�ģ���¶ȡ���/��ѹ����롢��ѹ���ٶȼ���ѹ���ٶ���Ҫѹ�����ղ��������û�������ȵ������������ֵģ�����ϵķ�ʽ�����������ɡ�������Ϊ�Ż�ָ�꣬�����ҵ��������ض���ע����ϵͳ����µ���ѹ��ղ�����ϡ�
2.ѹ�����շ����뽽ע����ϵͳ���
2.1 ���ͱ������ѹ�����շ���
���ͱ�������ѹ�ܷ������ǿ�Ⱥ��������нϸ�Ҫ����������ܷ��������������ơ����ɡ����ݵ�ȱ�ݣ����治���������ˡ�Ƿ����ճģ�������ȱ�ݣ�����ֲڶȲ�����Ra=6.3 ��m���ߴ繫��Ӧ����GB/T 6414��2017Ҫ��
���ͱ������������ߴ�Ϊ203.9 mm��108.5 mm��154.8 mm������ë������Ϊ0.65 kg�����Լ240 cm³�����ͶӰ���Ϊ109.6 c�O��������Ϊ���棬��������ø�װ���棬���ǵ���������Ҫ�����о����˸�������ѡ�����Ϊ�������棬���õ�עʽ���������ͱ���ģ�ͼ��ں��ͼ1��
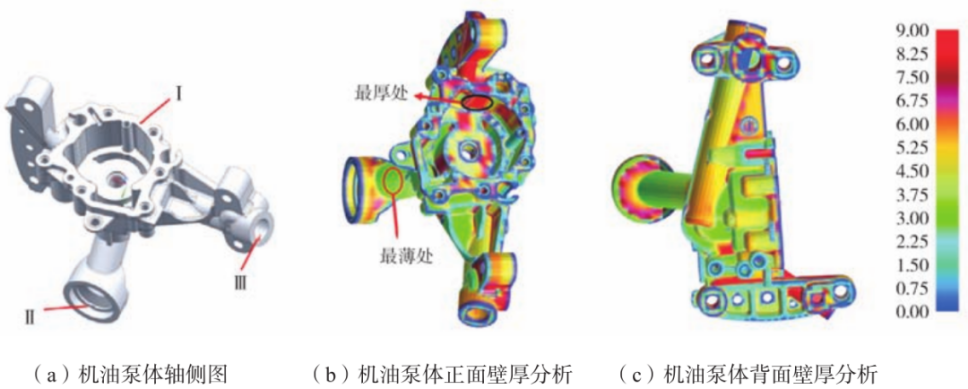
ͼ1 ���ͱ�����άģ�ͼ���ں����
�û��ͱ��������ṹ�����ں��ȣ��ܷ��������ں��13.6 mm����ں��1.5 mm��ƽ���ں�Լ4.5 mm�����������ṹ��ѹ�����鹫ʽ���ɳ���ȷ�����������ղ���Ϊ����ע�¶�660 �桢ģ���¶�210 �桢��/��ѹ�����195 mm/65 mm����ѹ���ٶ�Ϊ2.75 m/s����ѹ���ٶ�Ϊ0.25 m/s��
����ADC12�Ͻ�����������ܺá�ǿ�ȸߡ��ܶȵͺ������ʵ͵��ŵ㣬���ͱ�����������ѡ�øúϽ���Ͻ�ɷּ���1��
��1 ADC12�Ͻ�ѧ�ɷ� wB/%

2.2 ��ע����ϵͳ���
���ͱ������ڸ������������ṹ���ӡ��ں����Ҷ�������ڰ�����Ҫ���о�����ѹ��ģֻ�ܲ���һģһǻ����������ͶӰ����������ṹ��������ѹ��ѹ����Χ��ѡ��500 t��ʽ��ѹ��ѹ��������ѹ���ܳ�Ϊ515 mm����ͷֱ��75 mm��Ϊ�˱�֤����Һ����������ƽ�ȡ���ֹ������Ҳ���ڽ�עϵͳ��ȥ���������6�����κώ���ġ����Ρ��ཽ��ʽ���ڽ��������Ϊ221 m�O�������ڽ��������ڻ��ͱ����϶����Ե�������ͻ����λ����ͼ2��ʾ��
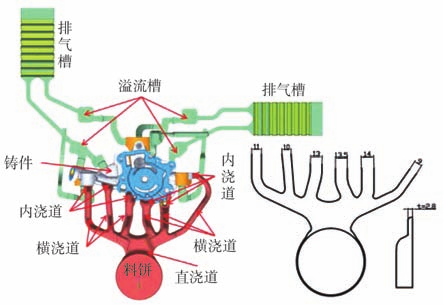
ͼ2 ���ͱ�����������ϵͳ���
���ͱ��������Ľ�ע����ϵͳ���ϱ���ֱ������6���ώ����6���ڽ�����8�������ۺ�2����������ɣ���������Ҫ�������2��ʾ��
��2 ����ϵͳ��Ҫ����

3.ѹ������������Ƽ����ղ����Ż�
3.1 ѹ����ֵģ���ʼ���߽�����
�ڱ�֤��ֵģ�����ɿ���ǰ���£������ܼ��ټ���ʱ�䣬���о�����Procast���������ַǾ���������������עϵͳ������ϵͳ�Ƚ���Һ�������ں�ϱ���������Ԫ�ߴ�����Ϊ1.5 mm��������������Ԫ�ߴ���Ϊ3 mm��ģ�ߡ���Ͳ����ͷ�Ƚ�������������Ԫ�ߴ���Ϊ10 mm������������Լ454�������������ΪADC12���Ͻ�ģ�߲���ΪH13����ģ�߸֣����ϵij�ʼ������������ͬ��
3.2 ѹ����ֵģ�ⷽ�������
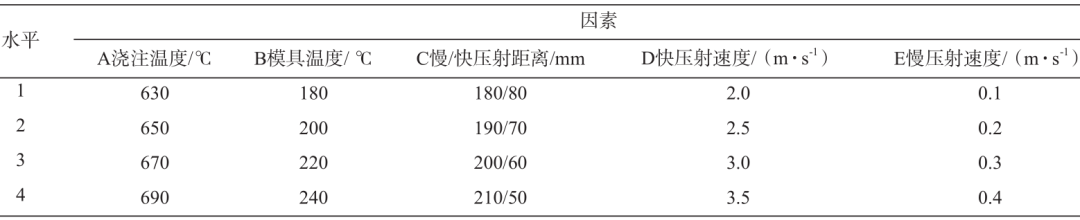
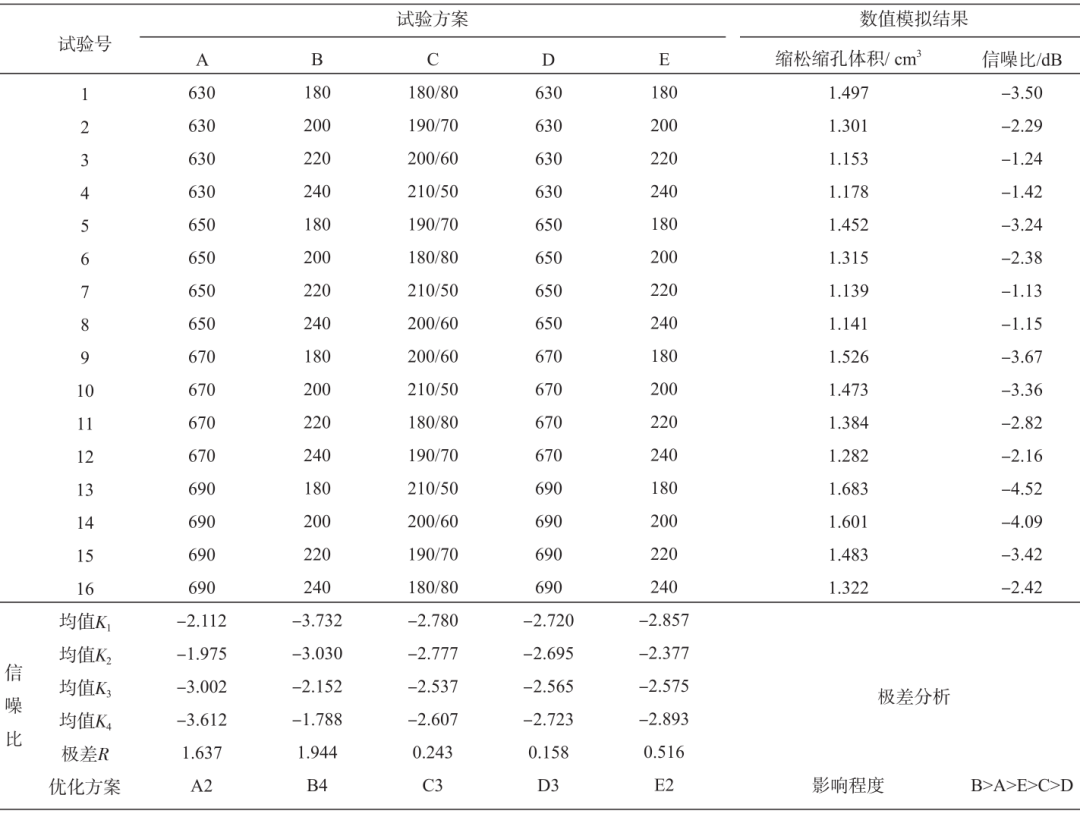
���ͱ����������ڲ�������������Ҫ��ߣ������ڲ������������ơ����ɡ����ݵ�ȱ�ݡ�Ӱ��ѹ�������������ڶ࣬�������ʵ���������о��������Ը�����ѹ�����ij�������������ҪӰ��Ĺ��ղ����ǽ�ע�¶ȣ�A����ģ�߹����¶ȣ�B������/��ѹ����루C������ѹ���ٶȣ�D������ѹ���ٶȣ�E�������������������ѡ����5��������Ϊ��������ȱ�ݵ�Ӱ�����أ�������������ʵ����������趨Ϊij����ֵ���ݲ�������Ӱ�졣5����4ˮƽ������������ⶨ���3��ʾ��
��3 ������������غ�ˮƽ
���İ���L16��45�����������鷽���������飬����Procast��Visual-Castģ�����ѹ���������̹��̵���ֵģ�⼰���ɡ�����ȱ�ݵ�Ԥ�⡣�����ɡ�������Ϊ����ָ�꣬����Procast Visual-Viewerģ���е�cutoff-info����ͳ������Total Shrinkage Porosityָ��Ϊ3%���ϲ��ֵ���������ļ���������������V�����������Խ���ʾ�����ڶ�Ӧ��λ�����������ĸ���Խ��5����4ˮƽѹ��������ֵ������������������4��
3.3 ѹ������ģ�����������Ż����������
3.3.1 ��������ȵ���������������
�������Ϊ�ж������ȶ��Ե����ݣ������ݲ�ͬӦ�ó���ѡ���������ԡ���С���Ժ���Ŀ���ԡ����о����������Ŀ����Ϊ�˽�������������������������ѡ����С���ԡ���С�����ڲ�ȡ��ֵ������£���ֵԽСԽ�ã�������оݼ�ʽ��1����

ʽ�У�S/NΪ����ȣ�YiΪ��i����������nΪ���������
��4���²���Ϊ���ͱ��������������������Ӧ����ȵļ������KiΪ��ͬ���ص�iˮƽ�����������������ȵ�ƽ��ֵ��ͼ3Ϊ�����ĸ�����ˮƽ�����������������Ⱦ�ֵ������ͼ���ȼ��������ͼ�ܸ���ֱ�۵ط�Ӧ�����ض������������������Ӱ�������
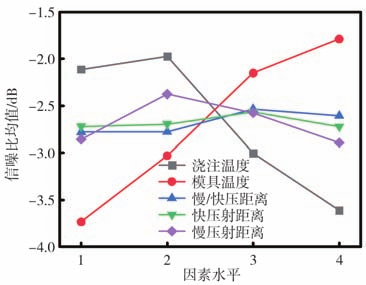
ͼ3 ѹ��������ˮƽ����������Ӱ��
�����Խ����Ԥ����������ָ�����ԽС����ͼ3��֪�����������Ż�����ѵĹ��ղ���ֵΪ����ע�¶�650 �桢ģ���¶�240 �桢��/��ѹ�����200/60 mm����ѹ�ٶ�3.0 m/s����ѹ�ٶ�0.2 m/s��
��5Ϊ���������صķ��������F�ٽ�ֵΪ2.490����F>F�ٽ�ֵʱ��˵�������ض���������������ȱ��Ӱ���������ۺϱ�4�ͱ�5�������Եó��������ض���������������Ӱ���СΪ��ģ���¶�>��ע�¶�>��ѹ���ٶ�>��/��ѹ�����>��ѹ���ٶȡ�Ҳ����˵��ģ���¶�Ӱ��Ϊ��������ע�¶�Ӱ��Ƚ���������/��ѹ��������ѹ���ٶ�Ӱ�첻��������ѹ���ٶ�Ӱ����С��
��4 L16��45������ģ��������
��5 ����������

3.3.2 ѹ�����ͼ����̷���
ѡȡ������ѵ�ѹ�����ղ������Ż�ǰ�IJ������ֱ���Procast�н���ģ�⣬�Ż�ǰ����ܳ���ʱ��ֱ�Ϊ0.802 s��1.002 s�����������ͼ4��ʾ����ͼ4�ɼ������Ż�ǰ�ij������У�����һ�ɽ���Һͨ���ڽ�������ѹ����195 mm��ʱ��ʼ�������ѹ��Σ�����Һ�����ٶȶ�Ȼ�����Լ�����ٶȴ��ڽ������䲢ײ����о����ǻ�ڣ���ģ�������ҵس�ˢ������������ɽ���Ҳ������ģ�ߵ�����������69.7%ʱ�����������Ҳ���·�����Ľ���Һ�Ժܴ���ٶ��������ں����ϣ����ɽ���Һ�ײ�����γ������������������ʹ����Һ���������Ͳ������������������������γɵ�����֮�����˴��ں������ȴ����ɢ�Ȼ������γɹ���Һ��������������ѣ���һ���������γɿ�϶�Ŀ��ܡ�
�Ż�������̵���ѹ���ٶ�С����ѹʱѹ���ͷ�Խ�С���ٶ��˶�������Һ��ѹ����ƽ���������Բ����ķ�ʽ���������ǻ�������������Ŀ�����ͬʱ��С����ѹ�ٶȺͽϳ�����ѹ�����Ӧ�Žϳ�����ѹʱ�䣬��������ǻ�е������и����ʱ���ų����������������ֿ�϶�ĸ��ʡ��Ż������ѹ���г�Ϊ200 mm������Һ����ѹ���ٶ�ͨ���ڽ���������ǻ�������������������������ϵͳ����Լ15%ʱ�������ѹ��Σ�������ǻ��ǰ���ֽ���Һ������䣬���������䲿�ֵĽ���Һ��ǰ���ֽ���Һ��Ϊ�������С��ģ�ߵ�ֱ�ӳ�����Ӷ����ӳ�ģ������������69.8%��ͬʱ�����������ں�ϵ����ɽ���Һ�ٶȽ�С���������ҵ���Ŷ����γ�������������С�����γɿ�϶������
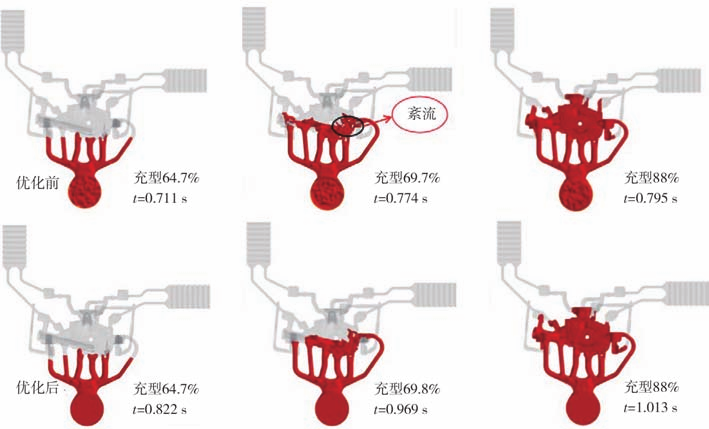
ͼ4 �����Ż�ǰ�����������̶Ա�
3.3.3 ѹ�����̹��̼�ȱ�ݷ���
�Ż�ǰ�����鹤�շ������������̷���Ϊ96%��ʱ��ֱ�Ϊ31.4 s��34.6 s��ʱ�������Ż�ǰ�����������̹���Ҳ�����Ƶģ���ͼ5��ʾ���������������������ڡ������ۼ������·����λ�ã�Ȼ����������ڡ������ۼ��м���·�������̣����Ϊ���������������ϱ������̡�����������˳�������������ں�����ڽ��������������̺��γ��˹���Һ�������������̹��̵ò�����粹���������γ���������ȱ�ݡ���ʵ���������̣��˴���Ҫ������ȴ���ʣ����������Լ�С����ȱ�ݵij̶Ȼ��������֡�
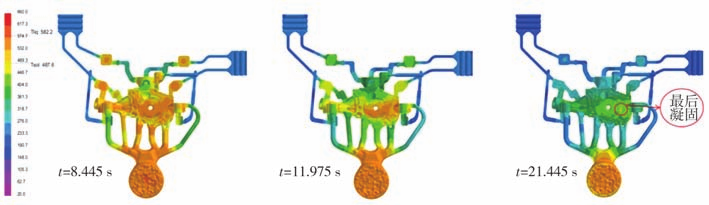
ͼ5 �������̹���
ACD12���Ͻ���ٽ粹��������Ϊ0.7��ͨ����Ϊ�������̷�������70%����Һ���پ��к�۲������������������̷���Ϊ70%ʱ�����Ż�ǰ���շ�������������̵�������бȽϷ�������ͼ6��ʾ��
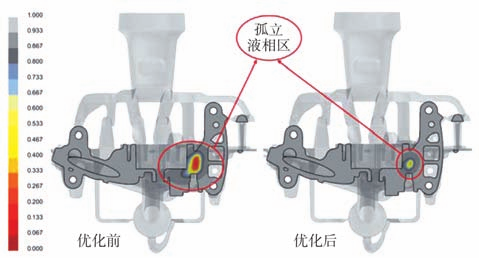
ͼ6 �����Ż�ǰ���������ں���Һ�����Ա�
�Ż�ǰ����������������ʶ�����100%�����¶ȸ���������Χ�¶ȣ����һ��֤�������˴������˹���Һ���������Ż������Һ���������������С���Ż�ǰ��˵�����ղ����Ż�����������ȱ���������ظ������á�
��ͼ7��ʾ�����̹�����ֵģ������ʾ����������������Ҫ�ֲ������ں�A������λ��B��������������C�������Էֲ�����ͼ7��֪���Ż�������������������ȱ�����Լ��٣��Ż�ǰ�������ں�A�������˵�����������ָ�����Ϊ0.988 cm³������Ϊ48.14%���ܿ����γ�����ȱ�ݡ��Ż���A��ָ�����Ϊ0.762 cm³������Ϊ24.65%���γ�����ȱ�ݸ��ʽ��͡��Ż�����������ͱں����������ȱ�ݵ�������ʽ��Ż�ǰ���м��١��Ż�ǰ������������������ָ������ֱ�Ϊ1.452 cm³ ��1.067 cm³���Ż�����Ż�ǰ��������ȱ��ָ�����������26.5%��
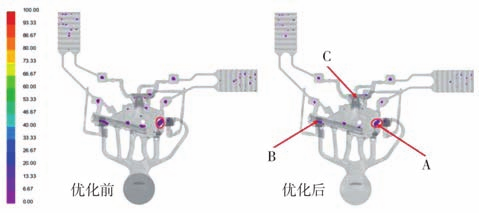
ͼ7 �����Ż�ǰ����ͱ���������������ȱ�ݶԱ�
���ͱ���������������ȱ�ݼ��ٵ�ԭ����������Ϊ�Ż������Һ�Ľ�ע�¶ȵ�10 �棬����Һ��ȴ�������С�������γ��������ɵ����С����Σ��Ż���ģ���¶ȸ�30 �棬ģ�������Һ���²�С������Һ��������������ǿ���γ��������������С���������Ż�����ѹ����볤���ٶ�����ʹ����Һ����������������������ʹ�����������Ͳ������������ģ��Ż����ѹ���ٶȿ죬ѹ���ѹ���������̹�������������ڽ��������в�������ʱ�����ߵ�ѹ�����ƶ���עϵͳ�и���Ľ���Һ����������������������ȱ�ݡ�
4.������������
����ͼ8a�е�ѹ��ģ�ߺ��Ż���Ĺ��ղ�����ģ���������εĻ��ͱ���������ͼ8b��ʾ����ͼ8b���Կ������������������࣬�����ơ����ˡ��İ���Ƿ����ȱ�ݣ������������㹤��Ҫ��
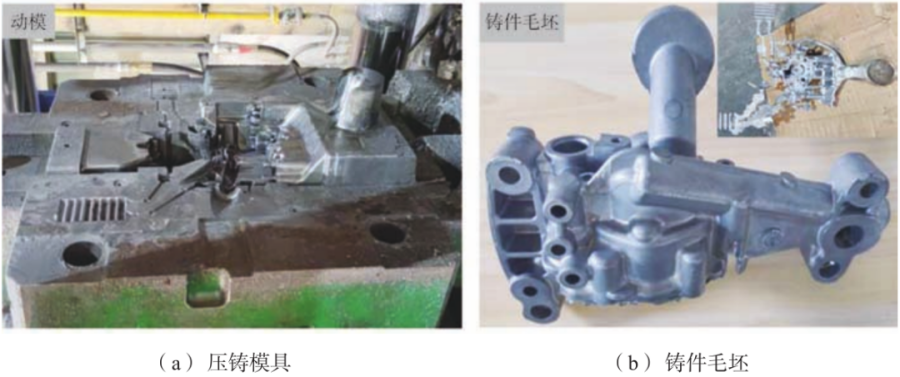
ͼ8 ѹ������
Ϊ���������ڲ��������������X����̽�ˣ������ͼ9��ʾ���Ա�ͼ9��̽�˽����ͼ7��ֵģ��Ԥ���������Կ������ͱ�������������������λ����Ԥ��������һ�£���˵��ģ�������Ԥ�����DZȽ�ȷ�ġ���������С����λ����ͼ9��A��B������������λ�þ�Ϊ����ƫ������Ի��ͱ�����ܷ��Լ���û��Ӱ�졣�������У���ȡ�ʵ������ʩ����˴�����ȴ���ʣ��ɽ��Ϳ������ĸ��ʡ�
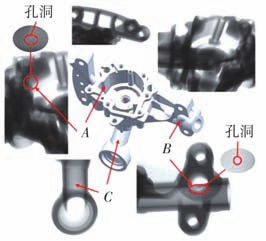
ͼ9 X����̽�˽��
Ϊ��һ���������ͱ��������ڲ���֯����������ͼ9���������ڴ������ں�A�������и�ȡ�������н���������OM���۲졣��ͼ10a��֪����������C��λ�����̹���ɢ�ȿ죬����ȴ��κ��ʸߣ�����ʱ��̣�������ϸС����״������-Al���ϸ�ܵ�����״Al-Si�����࣬�����ߴ����ϸС���ֲ���Ϊ���ȡ����ͱ��屡��C���ڸ�ѹ���������̣�������֯������������ȱ�ݡ����������A������ɨ��羵��SEM����OM�۲죬��ͼ10b��ʾ�����ͱ�����A���ľ�����Ϊ�ִ��Ҵ�С�����ȣ��������֯��ҪΪ�ִ�Ŀ�״������-Al�����״��Al-Si�����࣬�ڳ�����-Al������Ƕ��ϸ�ܵ�Si������ǿ�����ã�ϸС������ȱ�ݷֲ������ཻ�紦��������ڴ������ߴ�ϴ�������ȱ�ݣ���ͼ10b������״��Al-Si������Ի���ĸ�������ǿ������״�����������ڴ���֯��ѧ���ܱض��ȱ��ڴ��
�Ӻ��A��ȡ�������������飬����������SEM�۲졣��ͼ10c��ʾ��������氼��ƽ�������Ŵ����Ľ������˺���⣬������ϴ����������Ѵ��ڣ��Ǵ��Զ��Ѻ����Զ������ϵĶ��ѷ�ʽ�������������ѣ���ADC12��������С�����������
Ϊ��֤������ѧ�����Ƿ�����ʹ��Ҫ�����������A��ȡ5����Ӳ�Ȳ��ԡ���ͼ10d��ʾ��ȡ��������С��Ӳ��ΪHV85.4�����A����ƽ����Ӳ��ΪHV93.4��ADC12���Ͻ���ͱ���Ӳ��Ҫ����HV85��ͬʱ��ͬ¯��Һ����ͬ�Ĺ��ղ���ѹ����5��B���������������������飬����ƽ������ǿ��Ϊ236.6 MPa��������ڶ�Ӧ�ƺ�ΪYZAlSi11Cu3�Ͻ������ǿ�ȡ�230 MPa��Ҫ�ʻ��ͱ������������Ʒ��ѧ����Ҫ��
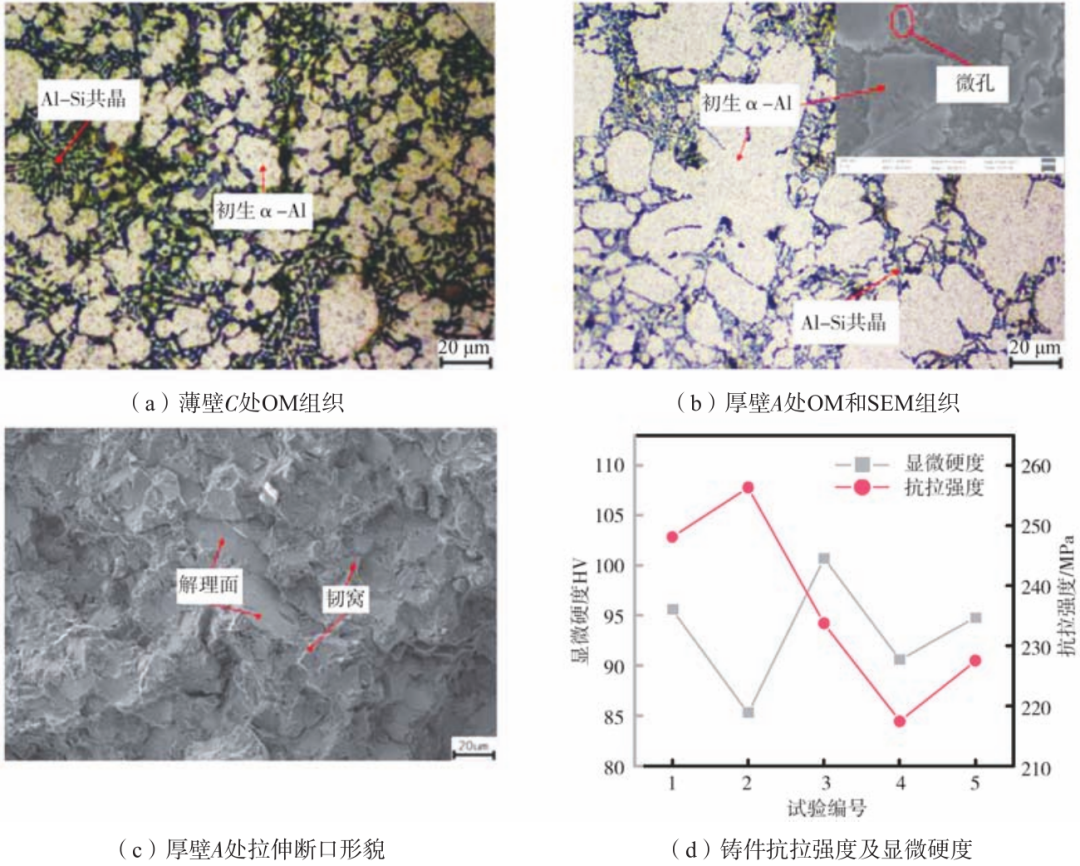
ͼ10 ���ͱ�������OM��SEM��֯������Ͽ���ò������ǿ�ȼ���Ӳ��
5.������
��1���������ģ����������������ѹ���������ضԻ��ͱ���������������Ӱ��̶�Ϊ��ģ���¶�>��ע�¶�>��ѹ���ٶ�>��/��ѹ�����>��ѹ���ٶȣ�����ģ���¶�Ӱ����������ע�¶�Ӱ��Ƚ���������/��ѹ��������ѹ���ٶ�Ӱ�첻��������ѹ���ٶ�Ӱ����С��
��2���Ż���Ĺ��ղ���Ϊ����ע�¶�650 �桢ģ���¶�200 �桢��/��ѹ����Ϊ200/60 mm����ѹ���ٶ�Ϊ3.0 m/s����ѹ���ٶ�Ϊ0.2 m/s����ֵģ������ʾ�����ø��鹤�ղ�����ѹ�����̽���Һ����ƽ�ȣ������������ָ����С�����Ż�ǰ������26.5%����Ԥ���������ײ���λ����X����̽�˽�������Ǻϡ�
��3�������Ż����ղ�����ģ������������ã��ܷ�������֯���ܣ��������������ơ������ں����λ��Ϊ�������ѣ�����ADC12�������Ե͵����ԣ�ͬ¯��Һ����ͬ���ղ�������������ƽ������ǿ��Ϊ236.6 MPa���������ƽ����Ӳ��ΪHV93.4�����ͱ�����������ʹ��Ҫ��
|
