|
ФўВЈЪие§ДХЕчгаЯоЙЋЫО СѕПЁ еуНЙЄЩЬжАдКЮТШ№ аЄЙњЛЊ жиЧьЪаПЦФмИпМЖММЙЄбЇаЃ СѕОќ
1.NdFeBДХИаЦїдЊМў
NdFeBДХИаЦїШчЭМ1ЫљЪОЃЌЮЊEаЮМўЃЌзмПэЖШЮЊ59 mmЃЌ3ИіЗжжЇВцжаЃЌЕЅИіЗжжЇВцЕФГЄЖШЮЊ26 mmЃЌКёЖШЮЊ7 mmЃЌЗжжЇВцгаСНВуЃЌЕЅВуКёЖШЮЊ2 mmЁЃСуМўГфДХКѓСЌНгКсСКЮЊДХМЋSМЋЃЌ3ИіЗжжЇВцЮЊДХМЋNМЋЁЃ
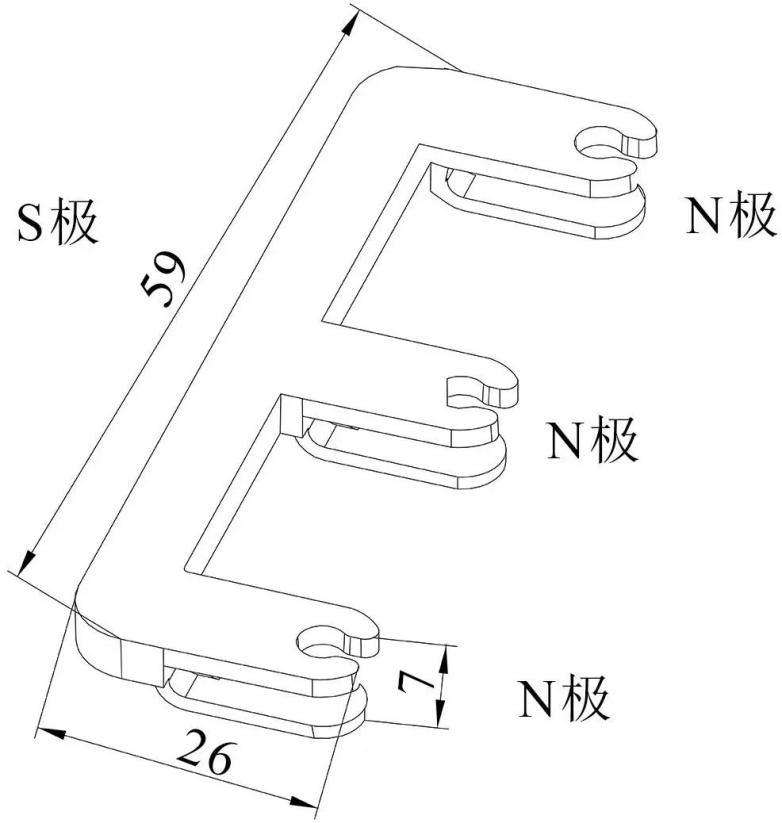
ЭМ1.NdFeBДХИаЦї
2.NdFeBДХИаЦїЗлФЉвБН№ГЩаЭЙЄве
NdFeBДХИаЦїВЩгУЗлФЉвБН№ГЩаЭЕФЙЄвеТЗЯпЃКFe-Nd-BКЯН№ГЩЗжЩшМЦЁњФИКЯН№вБСЖЁњПьДуЗЧОЇБЁДјДІРэЁњОЇЛЏЬсИпНУЭчСІЁњЛњаЕЧђФЅдЄДІРэЗлФЉЁњеГНсМС+ЬэМгМСЃЈХМСЊМСЁЂШѓЛЌМСвдМАПЙбѕМСЃЉЁњУмСЖЛњЙВЛьЁњТнИЫЛњМЗГідьСЃЁњзЂЩфГЩаЭДХЬхЁњГфДХЁњДХЬх[5-8]ЁЃИУЙЄвеЛёЕУЕФДХЬхОпгаИїЯђЭЌадЃЌДХЬхФПБъЮяРэВЮЪ§ЃКЪЃДХBr=0.52ЁЋ0.71TЃЌФкСнНУЭчСІHci=660~750 kA•m-1ЃЌзюДѓДХФмЛ§ЃЈBHЃЉmax=68~76 kJ•m-1ЁЃЦфжазЂЩфГЩаЭВНжшЃКФЃОпБеКЯЁњзЂЩфЁњБЃбЙЃЈЭЌВННјааДХГЁдіЧПШЁЯђ/дЄЫмЃЉЁњРфШДЁњПЊФЃШЁМўЁЃ
3.зЂЩфВФСЯ
зЂЩфВФСЯЮЊвЛжжИДКЯВФСЯЃЌВФСЯзщГЩАќКЌДХЗлЁЂеГНсМСЁЂЬэМгМСЁЂХМСЊМСЁЂШѓЛЌМСвдМАПЙбѕМСЁЃДХЗлХЦКХЮЊMQP-13-9ЃЌЦфЮяРэВЮЪ§ШчБэ1ЫљЪОЁЃ
Бэ1.MQP-13-9ЮяРэВЮЪ§

ДХЗлЗлСЃвдНЯДжДѓЕФПХСЃ120ФПЮЊжїЃЈ70%ЃЉЃЌНЯЯИаЁЕФПХСЃ200ФПЮЊИЈЃЈ30%ЃЉЃЌетбљгаРћгкМѕаЁПеЯЖТЪЃЌЬсИпЫЩзАУмЖШЃЌИФЩЦСїЖЏадЃЌдьСЃМСКЌСПЮЊ0.3ЃЅЁЃеГНгМСВЩгУХЦКХPA1010ЕФФсСњВФСЯЃЌвђЦфОпгаЕЭЮќЫЎТЪЁЂНЯКУЕФГпДчЮШЖЈадЁЂЭЛГіЕФФЭФЅадКЭздШѓЛЌадЃЌПЩвддкЧсИККЩЁЂЮТЖШВЛИпЁЂЪЊЖШВЈЖЏДѓЁЂЮоШѓЛЌЛђепЩйШѓЛЌЕФЬѕМўЯТЪЙгУЁЃЬэМгМСзмКЌСПЮЊ11.2%ЃЌЦфжаХМСЊМСЪЙгУЙшЭщХМСЊМСЃЈ3%ЃЉЃЌЪЙгУ0.5ЃЅЕФюбѕЅЃЈ5%ЃЉЖдДХЬхНјааДІРэЃЌПЙбѕМС1.2ЃЅЃЌШѓЛЌМС2ЃЅЁЃЛьСЖЙЄвеЮТЖШЮЊ205~215 Ёц/6 minЁЃ
4.зЂЩфГЩаЭЙЄвеФбЕу
NdFeBДХЗлзЂЩфГЩаЭЕФФбЕуШчЯТ[9]ЃКЂйЗлФЉзАдиСПдкеГНгPA1010жазАдиСПдНИпЃЌзЂЩфЪБЛьКЯСЯЕФСїЖЏ№ЄЖШдНДѓЃЌЕБзАдиСПДя90ЃЅвдЩЯЪБЃЌЛьКЯСЯЕФ№ЄЖШБШДПФсСњВФСЯЕФСїЖЏ№ЄЖШДѓ2ЁЋ3ИіЪ§СПМЖЃЌСїЖЏадБфВюЃЛЂквђДХЗлЕФДцдкЃЌЛьКЯСЯдкСїЖЏЙ§ГЬжаЖдФЃОпГЩаЭСуМўБэУцВњЩњДѓЕФФІВССІЃЌЧвСЯСїФкДХЗлПХСЃМфДцдкФІВСЃЌШнвзВњЩњФІВСШШЃЛЕБзЂЩфЫйЖШЬсИпЪБЃЌДХЗлЖдФсСњPA1010ВњЩњНЯДѓЕФМєЧаШШЃЌетаЉШШСПЕФдіМгШнвзЪЙФсСњВњЩњЩеНЙЮЪЬтЃЛЂлДХЗлВЛФмКЭФЃОпСїЕРСуМўгыаЭЧЛГЩаЭСуМўжЎМфВњЩњЮќв§СІЃЌЗёдђДХЗлШнвзЭХОлЃЌВЛРћгкаЭЧЛГфЬюЃЛЂмЭЦИЫВЛФмЪЙгУФмгыДХЗлВњЩњЮќв§СІЕФВФСЯЃЌЗёдђГЩаЭСуМўЮоЗЈгыЭЦИЫздЖЏЗжРыЃЛЂнШлШкPA1010СЯжаЕФгВжЪДХЗлПХСЃдкИпЫйГфЬюЪБЃЌШнвзЖдаЭЧЛБкУцВњЩњНЯДѓЕФФЅЫ№ЃЌЕМжТаЭЧЛЪмЫ№ЖјЙ§дчЪЇаЇЃЛЂоЖдгкзЂЫмЛњЕФТнИЫГЄОЖБШЛЙУЛгаНЯЮЊПЦбЇЕФЩшМЦВЮПМЪ§ОнЃЌжЛФмЦООбщЖдзЂЫмЛњТнИЫНјааЩшМЦЃЌЙ§ИпЕФзЂЩфбЙСІЛсЕМжТМєЧаЙ§ШШЃЌЖдгкВЩгУPA1010зіеГНсМСЕФNdFeBДХИаЦїГЩаЭЃЌвРОнФсСњЕФЬиадЃЌзЂЩфХчзьЮТЖШЩшжУЮЊЃЈ265ЁР3ЃЉЁцЃЌзЂЩфбЙСІПижЦдк6 MPaзѓгвЃЌБЃбЙбЙСІЮЊ4.5~5 MPaЃЌЕЅЖЮБЃбЙЃЌБЃбЙЪБМфЮЊ6 sЃЛЂпГфДХДЮЪ§аыНјааЪдбщМьбщКѓдйШЗЖЈФЃОпжаЕФРјДХДЮЪ§ЁЃ
5.зЂЩфФЃЩшМЦ
5.1аЭЧЛЩшМЦ
вРОнЫмМўЬиЕуЃЌФтВЩгУСНАхФЃРДЪЕЯжжаМфМўЕФзЂЩфГЩаЭЃЌГЩаЭСуМўВЩгУЯтМўаЮЪНЁЃФЃОпЩшМЦКЫаФдкгкаЭЧЛАхЯтМўЕФЩшМЦЃЌШчЭМ2ЫљЪОЁЃвдД§ГЩаЭЫмМўЕФзюДѓЭтбиТжРЊзїЮЊЗжаЭУцЃЌЪЙгУЕЅЕуННПкННзЂЃЌЧБЗќЪНННПкG0ЩшдкЦЋРыД§ГЩаЭЫмМўМИКЮжааФЕФЮЛжУЃЌОрРыМИКЮжааФ14.5 mmЁЃЪЙгУЧБЗќЪНННПкгаРћгкСїЖЏЗЯСЯздЖЏЭбФЃЃЌЧБЗќЪНННПкжБОЖЮЊІе1.5 mmЃЌБиаыБШЦеЭЈННПкДѓЃЌвдУтННПкМєЧаСІЙ§ДѓМАаЭЧЛГфЬюВЛзуЁЃаЭЧЛАхЯтМў1КЭаЭаОЯтМў3ЗжБ№ЩшжУІе8 mmРфШДЫЎЕРC1ЁЂC2ЃЌРфШДЫЎЕРбиЫмМўЭтБпАќЮЇВМжУЃЌЪЙаЭЧЛЛёЕУзюДѓаЇФмЕФРфШДЁЃ
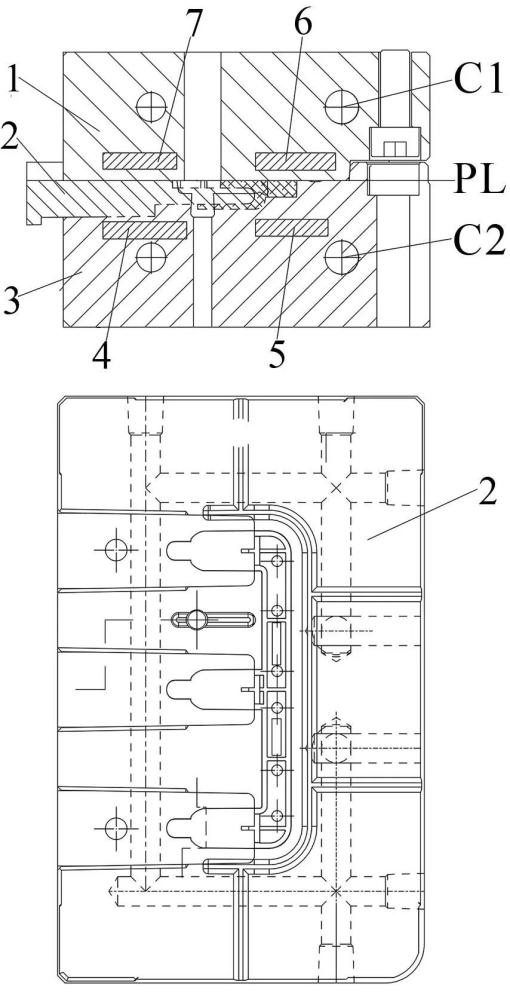
ЭМ2.аЭЧЛАхЩшМЦЃЈ1.аЭЧЛАхЯтМў 2.ЛЌПщЯтМў 3.аЭаОЯтМў 4.ЬњаО 5.ЬњаО 6.ЬњаО 7.ЬњаОЃЉ
ПМТЧДХЮќв§ЮЪЬтЃЌаЭЧЛАхЯтМў1ЁЂЛЌПщЯтМў2ЁЂаЭаОЯтМў3ЖМЪЙгУВЛЕМДХВФСЯ304ВЛатИжЃЌЬњаО4ЁЂ5ЁЂ6ЁЂ7ЪЙгУGGrl5ИжЕМДХИжЁЃБЃбЙЙ§ГЬжаДХЗлашвЊгаДХГЁШЁЯђЃЌЪЙЗлФЉЕФДХЛЏЗНЯђгыЭтМгДХГЁЕФЗНЯђЯрЭЌЁЃШЁЯђгУЕФЯпШІЗжБ№АВзАдкФЃОпЖЈФЃКЭЖЏФЃЩЯЃЌЬњаО4ЁЂ5ЮЊвЛДХЭЈТЗЃЌЬњаО6ЁЂ7ЮЊвЛДХЭЈТЗЃЌЕБЯпШІЭЈЕчЪБЃЌЭЈЙ§2зщЬњаОЖджаМфГЩаЭМўНјааДХСІЕМЯђЁЃЮЊБЃжЄжаМфГЩаЭМўЕМДХКѓЛёЕУРфШДЃЌаЭЧЛАхЯтМў1ЁЂаЭаОЯтМў3ЗжБ№ЪЙгУІе8 mmРфШДЫЎЕРНјааРфШДЃЌРфШДЫЎЫйТЪКЭРфШДЪБМфаыД§жаМфГЩаЭМўДХадФмМьбщКѓНјааЙЄвеВЮЪ§гХЛЏЕїећдйШЗЖЈЁЃ
5.2ФЃОпНсЙЙВМжУ
ФЃОпВЩгУСНАхФЃНсЙЙЃЌЖЏФЃВМжУШчЭМ3ЫљЪОЃЌФЃОпЮЊ1ФЃ1ЧЛВМОжЁЃЖЏФЃВрВМжУга1ИіЛЌПщЛњЙЙM1гУгкЛЌПщЯтМў2ЕФГщаОЃЛФЃМмЪЙгУ4ИљЕМжљ8НјааЕМЯђЃЌ4ИљИДЮЛИЫ10НјааИДЮЛЁЃаЭаОЯтМў3гУ4ИіТнЖЄ9НєЙЬАВзАдкЖЏФЃАх12ЕФЯтМўВлФкЁЃФЃМмГпДчЮЊ280 mmЁС250 mmЁЃ
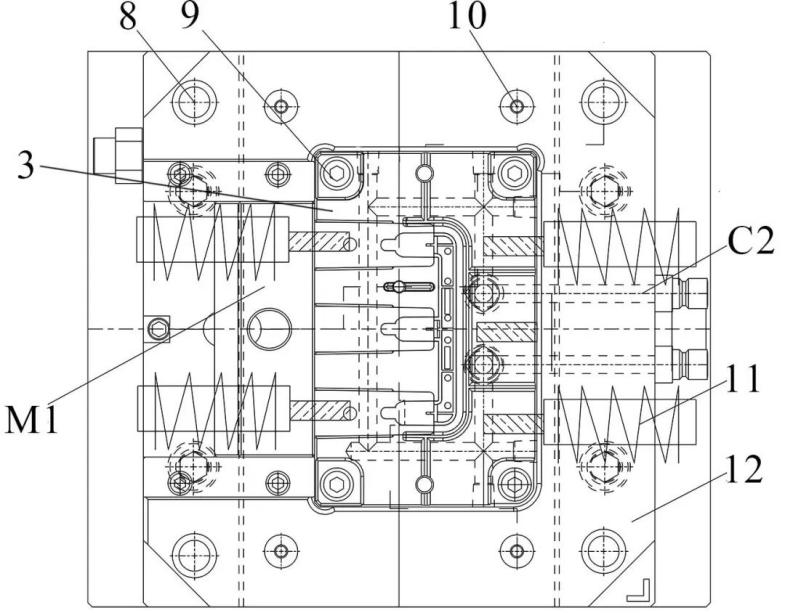
ЭМ3.ЖЏФЃВМжУЃЈ3.аЭаОЯтМў 8.ЕМжљ 9.ТнЖЄ 10.ИДЮЛИЫ 11.ЕчДХЯпШІзщМў 12.ЖЏФЃАхЃЉ
ЖЈФЃВМжУШчЭМ4ЫљЪОЃЌЖЈФЃжївЊВМжУаЭЧЛАхЯтМў1ЁЂЫјНєПщ13ЁЂЛЌПщЛњЙЙM1ЕФаБЕМжљ14ЁЂННПкЬз15ЁЂЖЈЮЛШІ16ЁЂЕчДХЯпШІзщМў17ЁЂЕМЬз18ЁЃННПкЬз15ЪЙгУВЛЕМДХВФСЯ304ВЛатИжжЦзїЁЃЕчДХЯпШІзщМў11ЁЂ17ХфКЯДХМЋашвЊНјааНгЯпЩшжУЁЃ
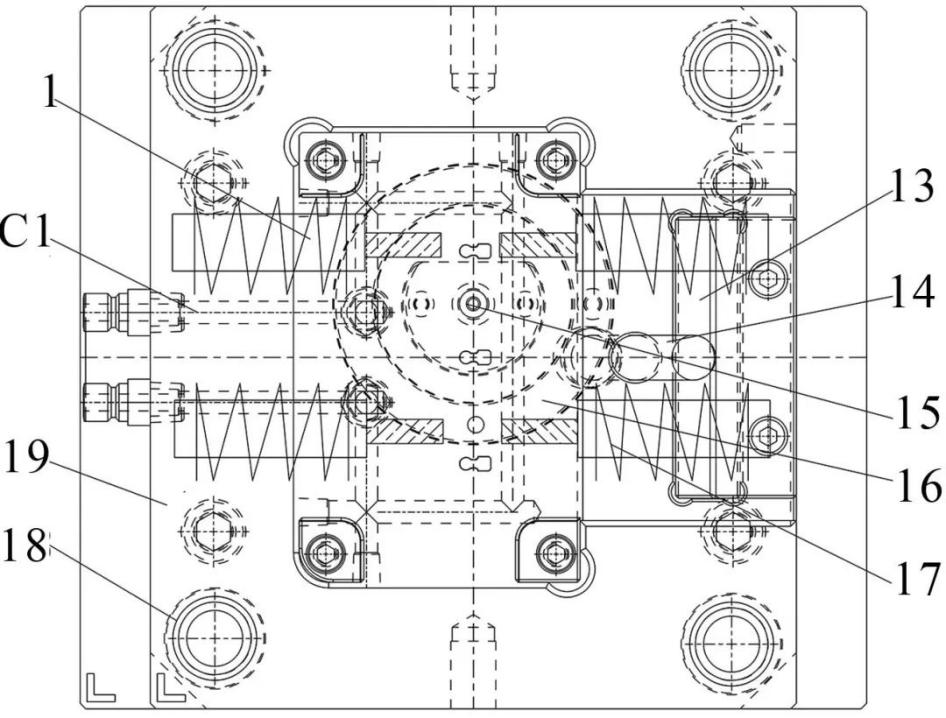
ЭМ4.ЖЈФЃВМжУЃЈ1.аЭЧЛАхЯтМў 13.ЫјНєПщ 14.аБЕМжљ 15.ННПкЬз 16.ЖЈЮЛШІ 17.ЕчДХЯпШІзщМў 18.ЕМЬз 19.ЖЈФЃАхЃЉ
5.3ФЃОпзАХфМАЙЄзїдРэ
ФЃОпНсЙЙШчЭМ5ЫљЪОЃЌННПкЬзГСШыЖЈФЃзљАхвдЫѕЖЬСїЕРГЄЖШЃЌРСЯИЫ21КЭЭЦИЫ22ЖМВЩгУВЛЕМДХВФСЯ304ВЛатИжжЦзїЁЃЪЙгУЕЏЛЩ27ЖдЭЦАх23НјааИДЮЛЃЌЛЌПщЛњЙЙM1ЕФЛЌПщ29АВзАдкЖЏФЃАхЩЯЃЌгЩЯоЮЛТнЖЄ28НјааЯоЮЛЃЌЛЌПщ29СНВрЩшжУгаЕМЯђбЙЬѕЃЌгУгкЛЌПщЕФЛЌГіЕМЯђЁЃФЃОпжЛПЊФЃвЛДЮЃЈPLУцЃЉЃЌФЃОпКЯФЃзмИпЖШЮЊ276 mmЁЃ
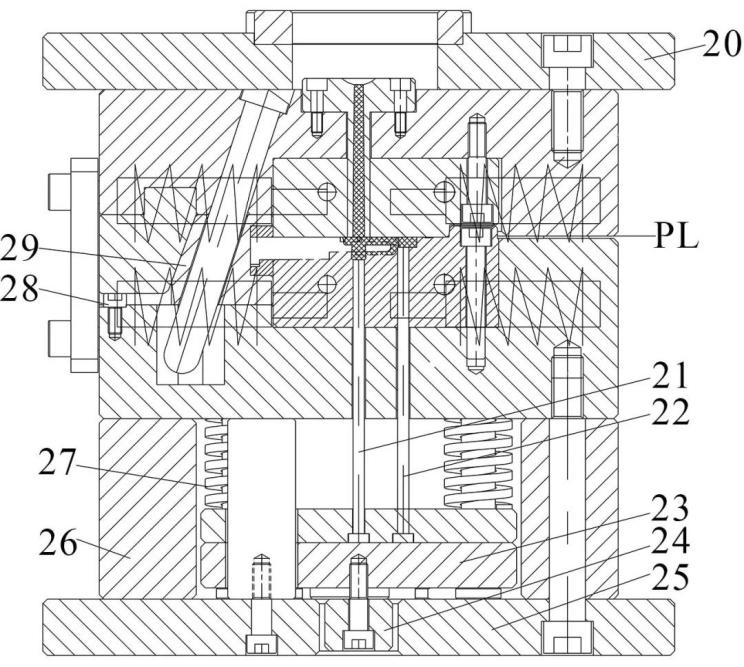
ЭМ5.ФЃОпНсЙЙЃЈ20.ЖЈФЃзљАх 21.РСЯИЫ 22.ЭЦИЫ 23.ЭЦАх 24.ЭЦПщ 25.ЖЏФЃзљАх 26.ЕцПщ 27.ЕЏЛЩ 28.ЯоЮЛТнЖЄ 29.ЛЌПщЃЉ
ФЃОпзАХфЪБаызЂвтЕФЮЪЬтЃКЂйФЃОпЫљгаЛюЖЏВПЗжгІБЃжЄЮЛжУзМШЗЃЌЖЏзїПЩППЃЌВЛФмГіЯжаБЭсКЭПЈжЭЯжЯѓЃЌЙЬЖЈСуМўВЛФмДмЖЏЃЛЂкКЯФЃКѓЗжаЭУцгІНєУмЬљКЯЃЌГЩаЭВПЮЛЕФЙЬЖЈЯтМўХфКЯДІгІНєУмЬљКЯЃЌШчгаОжВПМфЯЖЃЌЦфМфЯЖгІаЁгкЫмСЯЕФвчСЯМфЯЖЃЛЂлзАХфКѓНјааЪдФЃбщЪеЃЌЭбФЃЛњЙЙВЛФмгаИЩЩцЯжЯѓЃЌЫмМўГЩаЭжЪСПвЊДяЕНЩшМЦвЊЧѓЃЌЗёдђгІаоФЃдйЪдЃЛЂмЕМжљЁЂЕМЬзЖдЖЏЁЂЖЈФЃАВзАУцЕФДЙжБЖШАДCB/T 12556ЩшМЦЁЃФЃОпАВзАдкзЂЫмЛњЩЯКѓЃЌЭЈЙ§вдЯТВНжшЪЕЯжЦфЙІФмЁЃЃЈ1ЃЉКЯФЃЁЃФЃОпдкзЂЫмЛњЩЯКЯФЃЃЌзЂЫмЛњХкЭВШлСЯКѓЕШД§зЂЩфЁЃЃЈ2ЃЉзЂЩфЁЃзЂЫмЛњЭЈЙ§ХчзьНЋШлШкЫмСЯзЂШыаЭЧЛЃЌОГфЬюКѓЧаШыБЃбЙзДЬЌЁЃЃЈ3ЃЉГфДХЁЃБЃбЙЙ§ГЬжаЕчДХЯпШІзщМў17ЕМЕчЃЌЖдДХЗлНјааГфДХЃЌЫмМўЭъГЩДХМЋЖЈЯђЁЃЃЈ4ЃЉРфШДЁЃРфШДЫЎЖдаЭЧЛЪЕЪЉРфШДЃЌЪЙЫмМўРфШДЕНЭЦГіЕФЮТЖШКѓПЊФЃЁЃЃЈ5ЃЉПЊФЃЁЃзЂЫмЛњЛЌПщРЖЏЖЏФЃЯТааЃЌФЃОпдкPLУцДђПЊЃЌЫмМўДгаЭЧЛАхЯтМў1жаЭбГіЃЌСєгкаЭаОЯтМў3ЩЯЃЌЭЌЪБаБЕМжљ14Ч§ЖЏЛЌПщ29ЭъГЩВрГщаОЁЃЃЈ6ЃЉЭЦГіЁЃЖЏФЃЭЫЕНвЛЖЈЮЛжУКѓЃЌзЂЫмЛњЖЅИЫЭЦЖЏЭЦАх23ЃЌЭЦАх23ЭЦЖЏРСЯИЫ21гыЭЦИЫ22ЕШНЋСїЕРЗЯСЯКЭЫмМўЭЦГіЃЌЪЕЯжГЩаЭЫмМўЕФЭъШЋЭбФЃЁЃЃЈ7ЃЉИДЮЛЁЃЭЦАх23ЯШИДЮЛЃЌЖЏФЃЩЯаажБжСФЃОпдкPLУцДІБеКЯЃЌПЊЦєЯТвЛДЮзЂЩфбЛЗЁЃ
5.4ЩшМЦЬжТл
ФЃОпОЪдФЃКѓЃЌЖдЙЄвеВЮЪ§НјааШчЯТЕїећЃКЖдгкФсСњPA1010еГНсМСЬхЯЕЃЌЛьКЯСЯзЂЩфЮТЖШПижЦдк266 ЁцЁЂГЩаЭзЂЩфбЙСІ5.8 MPaЁЂБЃбЙбЙСІ4.88 MPaЁЂБЃбЙЪБМф5.6 sЪБЃЌФмЛёЕУзюКУЕФДХЬхадФмЃЛФЃОпЮТЖШНЯМбЮЊ80 ЁцЃЌГЩаЭДХЬхдкГфДХДХГЁЕФзїгУЯТЃЌГфДХ2ДЮМДПЩДяЕНДХЬхадФмЩшМЦФПБъЁЃ
|
