|
жиЧьГЄАВЦћГЕФЃОпЪТвЕВП СѕЮА РюЮАУї
1.ЧАбд
НќФъРДЃЌЦћГЕЦѓвЕВЛЖЯМгДѓаТГЕаЭЕФбаЗЂЭЖШыЃЌЧсСПЛЏВФСЯЕФгІгУИќМгЙуЗКЃЌаТгБЕФГЕЩэЭтаЮИќМгЦЕЗБЕФЛЛДњИќаТЃЌећГЕПЊЗЂаТаЮЪЦЖдЦћГЕГхбЙФЃОпЕФММЪѕЬсЩ§ашЧѓИќМгЦШЧаЃЌаТЙЄвеЃЌаТВФСЯЕФгІгУЖдЦћГЕФЃОпЕФвЊЧѓвВдНРДдНбЯПСЁЃдкаТЕФЗЂеЙвЊЧѓЯТЃЌГЄАВФЃОпМсГжДДаТбаЗЂЃЌЙЅПЫСЫТСКЯН№СуМўИпжЦдьадЙЄвеПЊЗЂЃЌГЕЩэЭтИВИЧМўAМЖЧњУцЬиеїЯпОЋЖШПижЦЕШЖрИіаавЕФбЬтЁЃ
2.ТСКЯН№СуМўИпжЦдьадЙЄвеПЊЗЂ
ТСКЯН№ВФСЯЕФЕЭУмЖШЃЌИпБШЧПЖШЕШЬиЕуЃЌЪЙЦфФмЙЛгааЇНЕЕЭећГЕжиСПЃЌЪЧЪЕЯжЦћГЕЧсСПЛЏЕФживЊВФСЯЃЌвђДЫдкГЕЩэЭтИВИЧМўЩЯгІгУЙуЗКЁЃЕЋгЩгкТСКЯН№АхВФГЩаЭМЋЯодЖЕЭгкДЋЭГЕФГЕЩэгУИжАхЃЌЦфГЩаЭадФмКЭЙЄвеадЖМБШНЯВюЃЌетвВЪЙТСАхФЃОпбаЗЂГЩЮЊФПЧАНЯФбеЦЮеЕФФкШнЁЃФПЧАЃЌГЄАВЦћГЕаТФмдДГЕаЭвбЙуЗКгІгУТСКЯН№АхВФЃЌГЄАВФЃОпЦШЧаашвЊЪЕЯжТСКЯН№ФЃОпЙЄзАзджїПЊЗЂФмСІЭЛЦЦЃЌЬсЩ§ГЄАВЙЄзАКЫаФФмСІЃЌГадиЙЋЫОеНТдашЧѓЁЃдкДЫБГОАЯТЃЌГЄАВФЃОпдк2022ФъГѕЃЌвдФГдкбаГЕаЭЧАежСуМўЮЊдиЬхЃЌПЊеЙСЫТСКЯН№СуМўИпжЦдьадЙЄвебаОПЁЃ
ЯюФПСЂЯюНзЖЮЃЌУїШЗПЊЗЂФПБъ
ЮЊШЗБЃЪзПюТСАхФЃОпЫГРћПЊЗЂЃЌСЂЯюНзЖЮЬсГіСЫвдЯТФПБъЃКCAEЗжЮізМШЗЖШЃО90%ЃЌРэТлЛиЕЏВЙГЅПижЦТњзуећГЕЦЅХфвЊЧѓЃЛЪЕЮяКЯИёТЪжИБъДяЕНЭЌРрИжАхФЃОпСуМўЫЎЦНЃЛНЛИЖбљМўЮоУїЯдЭтЙлШБЯнЁЃ
ММЪѕдЄбаНзЖЮЃЌжЦЖЈДяГЩТЗОЖ
дкММЪѕПЊЗЂЧАЦкЃЌЯюФПЭХЖгЭЈЙ§зпЗУЕїбаЃЌДгCAEЗжЮіЃЌЛиЕЏВЙГЅВпТдЃЌМгЙЄВпТдЃЌЕїЪдЗНЗЈЃЌНЛИЖЗНАИЕШЗНУцЃЌжЦЖЈЯргІЙмПиДыЪЉЖўЪЎгрЯюЁЃгаСІБЃеЯСЫЪЕЮяФЃОпПЊЗЂЁЃ
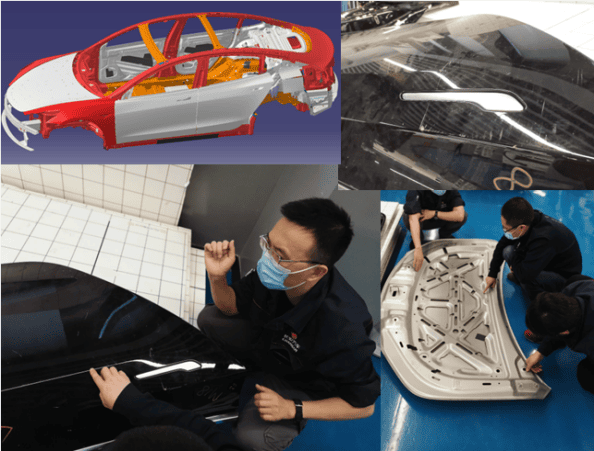
ЭМ1 ТСКЯН№МўФЃОпПЊЗЂЯжГЁЕїба
ЪЕЮябщжЄНзЖЮЃЌШЋУцМьбщдЄбааЇЙћ
ОЙ§СНИіЖрдТЕФММЪѕдЄбаКЭдкВњГЕаЭЪЕЕиЕїбаКѓЃЌТСКЯН№ЧАежЭтАхЪЕбщФЃОпЪджЦЦєЖЏЁЃ9дТЯТбЎЃЌдкЯюФПзщКЫаФГЩдБЕФМћжЄЯТЃЌТСКЯН№ЧАежЭтАхЪзДЮЩЯЛњзіМўГЩЙІЁЃДгжїЬхж§МўЛиГЇЃЌЕНМгЙЄЕїЪдЃЌШЋЛЗНкаЭЌзївЕЪЕЯжЁА0ЁБЗЕЙЄЁЃВЂЧвЪзМўРЖгЭзХЩЋТЪДяЕНаавЕЯШНјЫЎЦНЃЌШЋУцДяГЩдЄЦкФПБъЁЃ
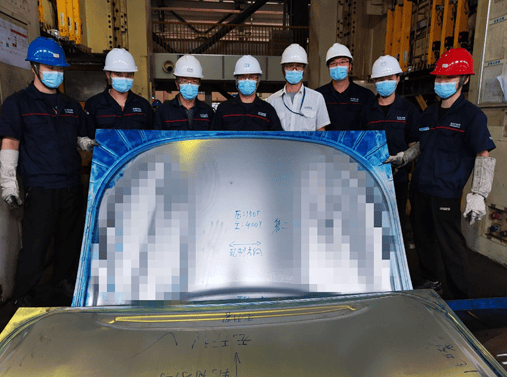
ЭМ2 ТСКЯН№ЧАежЭтАхЪзДЮЩЯЛњГіМўГЩЙІ
дкЪЕбщФЃОпЪджЦГЩЙІЕФжЇГжЯТЃЌе§ЪНЙЄзАЕФжЦдьвВЭЌВНеЙПЊЁЃФПЧАЃЌГЄАВФЃОпШЋУцеЦЮеСЫТСКЯН№ЧАежФЃОпПЊЗЂФмСІЃЌВЂЮЊНгЯТРДТСКЯН№ГЕУХЃЌТСКЯН№ВрЮЇвэзгАхФЃОпПЊЗЂДђЯТМсЪЕЕФЛљДЁЁЃ
3.ЬиеїРтЯпОЋЖШШЋЛЗНкПижЦ
дкГЕЩэећЬхЭтЙлЩЯЃЌШёРћЕФЬиеїРтЯпНЋГЕЩэЕёПЬГіЯЌРћЖЏИаЕФЯпЬѕЃЌРтЯпВПЮЛдВНЧдНаЁвтЮЖзХЖЭдьГіЕФРтЯпЯпЬѕИадНЧПЃЌаЭУцдНСЂЬхЁЃетжжгВРЪЕФаЭУцдкВрЮЇЭтАхЁЂвэзгАхМАЧАКѓУХЭтАхЕШЭтИВИЧМўЩЯЖМгаЬхЯжЁЃШчКЮБЃжЄAМЖУцОЋЖШЃЌЬсЩ§ЭтАхМўЬиеїЯпЦЗжЪЃЌвЛжБЪЧГЄАВФЃОпЩюИћЕФживЊСьгђЁЃНёФъФъГѕЃЌЭЈЙ§ФГГЫгУГЕЯюФПОЋжТЭтЙлЬсЩ§ПЮЬтЕФГЩЙІЪЕЪЉЃЌНјвЛВНЬсЩ§СЫЭтАхЬиеїЯпОЋЯИЛЏПижЦФмСІЁЃ
БОПЮЬтЫљЩцМАЕФЙЄвебаОПЃЌжївЊДюдидкФГдкбаЗЂГЕаЭГЕЩэЭтИВИЧМўГхбЙЙЄвеПЊЗЂНјааЁЃЩцМАвэзгАхЁЂЧАУХЭтАхЁЂКѓУХЭтАхКЭВрЮЇЭтАхЫФИіСуМўЕФЬиеїРтЯпОЋЖШПижЦЁЃ
дкПЮЬтЙЅЙиЕФГѕЦкЃЌЪзЯШЖдЬиеїРтЯпЕФдьаЭЬиЕуНјааЪЖБ№ЃЌВЂАДЬиеїЯпСНВрЕФAУцМаНЧДѓаЁЃЌЬиеїЯпдВЛЁЧњТЪДѓаЁМАРтЯпдВНЧЕФЯвГЄНјааЗжРрЙмРэЃЌв§ШыВЂНЈСЂУїЯдЬиеїЯпКЭВЛУїЯдЬиеїЯпЕФИХФюЁЃЖдЬиеїРтЯпАДЪгОѕаЇЙћЕФШёЛЏУїЯдГЬЖШНјааВЛЭЌЕФЙЄвеДыЪЉНјааЗжРрЙмПиЁЃ
МгЙЄЪ§ФЃНЈФЃНзЖЮЁЃЭЙФЃжБНгАДееЬиеїЯпРрБ№жЦЖЈЬиеїРтЯпВпТдЃЌВЂЪЕЪЉНјвЛВНЕФРтЯпМтНЧШёЛЏЃЌЖдгкЩЯФЃаЭУцЃЌЬиеїЯпСНВрзіЧПбЙДІРэЁЃМгЙЄЪ§ФЃЭъГЩКѓЃЌМьВщМгЙЄЪ§ФЃТњзуАпТэЮЦЙтЫГЃЌЧњУцЧњТЪСЌајЃЌЧњТЪЗНЯђвЛжТЕШЬѕМўЁЃКЯИёЕФМгЙЄЪ§ФЃзюжевдAМЖУцМгЙЄЪ§ФЃЁЂЬиеїРтЯпМфЯЖжИЪОЪщКЭРЖгЭЭМЕФЗНЪНЃЌЪфГіЕНМгЙЄЕїЪдЛЗНкЪЙгУЁЃ
дкМгЙЄНзЖЮЃЌЭЌбљИљОнРтЯпМИКЮЬиеїЕФВЛЭЌЃЌбЁдёЖдгІЕФМгЙЄВЮЪ§ЃЌМгЙЄЗжЧјКЭМгЙЄЕЖОпЃЌИјЖЈзЊЫйЁЂНјИјЁЂВНОрЕШВЮЪ§ЁЃДЫЪБгІзЂвтдкЭЙФЃЕФРтЯпСНВрЕЖЙьзпЯђЃЌЭЙЁЂАМдВНЧНЧВЩМгЙЄжЪСПЕШЮЪЬтЁЃМгЙЄЭъГЩКѓЃЌРЖЙтЩЈУшФЃОпаЭУцМьВщМгЙЄжЪСПЃЌФЃОпаЭУцОЋЖШЗћКЯНЛИЖБъзМКѓСїзЊжСЕїЪдЛЗНкЁЃ
ФЃОпЕїЪдНзЖЮЁЃбаКЯЫГађЩЯЯШНјааЬиеїРтЯпЧПбЙУцзХЩЋЃЌдйНјааЦфЫћаЭУцзХЩЋбаКЯЃЌШЗБЃЬиеїРтЯпЧПбЙУцзюжеЧПзХЩЋСМКУЃЌЬиеїРтЯпСНВраЭУцЕФРЖгЭЬљКЯЧщПігыРэТлРЖгЭЭМвЛжТЁЃ
ЭЈЙ§вдЩЯДыЪЉЕФЪЕЪЉЁЃНЛИЖЕФбљМўдкПЭЛЇзщжЏЕФећГЕЭтЙлжЪСПЦРМлжаЃЌЫФИіСуМўОљЮДвђжїРтЯпШБЯнПлЗжЃЌбаОПФПБъДяГЩЁЃ
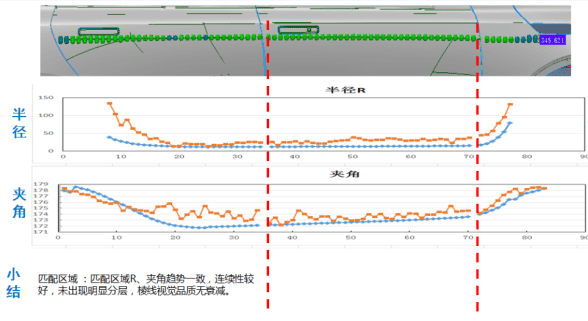
ЭМ3 СуМўЬиеїЯпЫГРћЭЈЙ§ПЭЛЇбщЪе
ЮЊЪЙБОПЮЬтбаОПФкШнЦ№ЕНжИЕМКѓајЙЄзїЕФФПЕФЃЌПЮЬтжаЕФПижЦЪжЖЮвдAУцЬиеїРтЯпГхбЙЙЄвежИЕМЪщЕФаЮЪНЃЌЖдКѓајСуМўЕФЙЄвеПЊЗЂЬсЙЉММЪѕжИЕМЁЃ

ЭМ4 AУцЬиеїРтЯпГхбЙЙЄвеЩшМЦСїГЬ
4.НсЪјгя
дкЕБНёЖЬжмЦкЕФЦћГЕВњЦЗПЊЗЂФЃЪНЯТЃЌГЕЩэФЃОпзЈвЕашвЊвдМЋИпЕФММЪѕУєИаадЃЌКЭУєНнЕФММЪѕДДаТФмСІЃЌПьЫйПЊЗЂЃЌЛ§МЋЯьгІЃЌВХФмБЃГжЦѓвЕЕФОКељСІЃЌВЂдкМЄСвЕФОКељжаДІгкСьЯШЕиЮЛЁЃвдТСКЯН№СуМўИпжЦдьадЙЄвеПЊЗЂЃЌAМЖЧњУцЬиеїРтЯпОЋЖШШЋЛЗНкПижЦЕШЙЄвеЮЊДњБэЕФММЪѕЭЛЦЦЃЌЬхЯжСЫГЄАВФЃОпЩюКёЕФММЪѕЪЕСІЁЃ
|
